Artificial intelligence (AI) is arguably the hottest topic in technology today, with computers beating chess grandmasters and world-class Go players, and ChatGPT writing everything from college homework to love poems.
But what about in the manufacturing sector? In theory, with enough data and the right algorithms, AI and machine learning can assess the condition of machines and adjust programs to improve yield or quality or more. So what is the reality?
magic of design
Let’s start with generative design. Computer algorithms can automatically design parts to meet various constraints and requirements.
“Your engineering intent defines a specific load condition that the part must withstand. This could be force, pressure, or temperature,” explains Kirill Volchek, chief technology officer at Oqton , a software company owned by 3D Systems. under vibration, and you can even A hypothetical volume can be defined and our algorithm then recommends the design that will perform best under load.
Another benefit of the tool is the ability to quickly explore options, such as “minimizing the amount of material needed or investigating potential areas of the part where the load can be increased or decreased,” Volchek said.
Volchek describes it as an iterative goal-seeking process still rooted in physics. In contrast, he explained, machine learning is now taking center stage because computers can make design decisions that transcend physics.
For example, Volchek said, computers can be trained to take into account the requirements of specific manufacturing areas. He added: “Batch generation for additive manufacturing should be different from casting or machining. This broader “intelligence” offers more interesting possibilities.
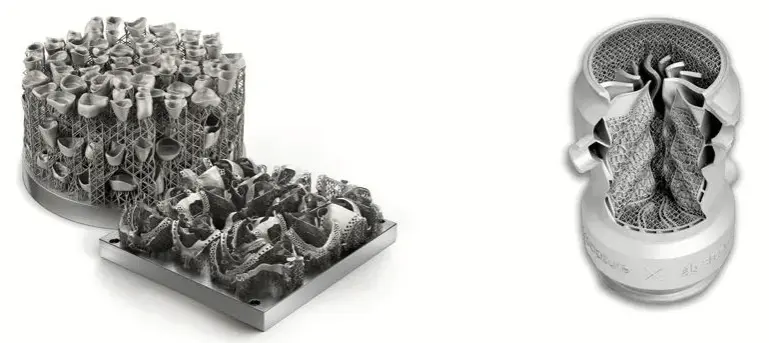
Artificial intelligence can automatically identify and classify unique dental implants, then create a 3D printing program, including support structures, while nesting dozens of parts on a build tray (left) to maximize yield. Oqton’s generative design software created this carbon capture cooler (right) through advanced additive manufacturing technology design and finite element analysis simulation.
Image source: Oqton
Process optimization in subtractive processing
Volchek said Oqton is able to pioneer new artificial intelligence tools because they “are now part of the MES (Manufacturing Execution System) domain” and can anonymously learn large amounts of geometric data. Given the digital nature of 3D printing, this data is extremely valuable.
“Additive manufacturing isn’t just about creating the exterior shape of the part. It’s also about the microstructure of the interior. If you’re talking about a metal part, it also determines the metallurgical properties of the material,” Volchek said.
This is not the case for most manufacturing processes. Volchek estimates that around 90% of parts currently produced do not have corresponding 3D drawings. Additionally, most 2D drawings are still in raster format, essentially digital plans that cannot be scaled and contain no searchable process information. For AI to “break the boundaries” of subtractive machining and other traditional disciplines, developers need large quantities of annotated 3D models, Volchek said. He believes that most manufacturers do not have these models and are generally unwilling to share the information they have.
Gisbert Ledvon, vice president of marketing at HEIDENHAIN USA, agrees. Compared to other CNC machine tool manufacturers that use cloud-based machine monitoring and data sharing services, Ledvon said, “We still believe it is best for our end users to keep the data within their own network. »
The HEIDENHAIN architecture enables secure communication within and between facilities. But businesses don’t want to host data because it can easily be stolen or lost.
There is still a lot that can be done with a company’s own data. But full AI control of production may not be achievable without greater data sharing.
HEIDENHAIN, however, offers an interesting process optimization tool that uses artificial intelligence on a task-by-task basis. At IMTS 2022, HEIDENHAIN launched an option called “Integrated Process Monitoring (IPC)” for machine tools equipped with TNC7 controls. IPC understands the speed, feed and torque of each axis throughout the cutting process, then tracks and displays any deviations for analysis and adjustment.
First, the operator activates the option and cuts the part from the model. Assuming he is happy with the results (of course, a full CMM check can be done to be sure), he then establishes the tolerances for each movement of the machine tool. For example, speeds and feeds for X, Y, and Z movements can remain within ±5% of ideal values, while spindle torque cannot vary by more than 20%.
IPC tracks every movement of the machine tool on all subsequent parts and displays tolerances graphically.
IPC tracks each machine movement on all subsequent parts and displays the resulting part graphically in 3D, coloring each surface to highlight any changes. If every surface appears green, you know you have a good part again without having to measure with a probe or camera (assuming the tolerances are set appropriately). Any surface that appears yellow indicates that a change has occurred and should be investigated. Red indicates significant deviations, indicating that the part is likely to fail.
Ledvon concludes: “We use the intelligence of all the HEIDENHAIN devices that make up the machine movement to determine what went wrong and what didn’t work in the final part. »
The entire process is displayed graphically and recorded in real time, so users can see to what extent each machine movement remains within the tolerance zone. If the tolerance band is too tight or too loose, the operator can make adjustments. If a color-coded display requires quality inspection, operators can focus on the red and yellow areas, Ledvon said. This can reduce inspection time by 80%.
You can also set the machine tool movement threshold. For example, tool wear can often only be detected with lasers or other measuring devices. But with IPC, “if the spindle load reaches zero and the program expects the tool to penetrate deep into the cut, the machine will know that your machining process is 100% out of tolerance and will stop automatically,” Ledvon said. » The operator will know what is happening, then switch to another tool and continue processing.

HEIDENHAIN’s integrated process monitoring understands the speed, feed and torque experienced by each axis throughout the cutting process to produce quality parts, then tracks and displays any deviations for analysis and adjustment.
Image source: HEIDENHAIN
Improve OEE by predicting problems
In the manufacturing industry, there is one area where machine learning has undoubtedly revolutionized: predictive maintenance. Improvements in this area often directly increase productivity.
FANUC America took an interesting approach using just two data points from a machine tool motor to identify mechanical failures that are not related to the motor itself. The system, called AI Servo Monitor, tracks each motor’s speed and torque commands at millisecond intervals.
“Once it has enough data to determine what is normal, it establishes what we call an ‘anomaly score’ for each axis,” says Robert Taylor, program manager for data collection and connectivity. machine tools. “Every day it builds what we call an “anomaly score.” Collect more data and provide another set of numerical scores, which are then compared to the first set of scores, the model, and plotted.
Graphs make it easy to visualize trends that indicate changes are occurring in the machine tool. But the Al Servo Monitor does more than just record and graph motor data. Taylor said the key lies in applying fast Fourier transform algorithms to analyze data and predict possible mechanical failures. It cannot accurately predict where the problem is, but it can identify problems on a specific axis that may be caused by worn guide rails or ball screws, chip buildup, poor lubrication , etc., thereby alerting operators to timely investigate and prevent failures from occurring.
AI Servo Monitor takes only a few days to establish a baseline and works best in production environments. In a shop where parts and machining parameters are constantly changing, defining “normal” takes more time. Likewise, it is useful for the machine tool to be in good condition. The system is limited to machine tools equipped with FANUC controllers, drives and motors. But according to Taylor, using the system imposes a reasonable one-time fee, while most AI solutions require hefty monthly subscription fees.
Not artificial intelligence, but intelligent investing

Manufacturers should carefully select AI technologies based on information provided by machine tool and software vendors.
Image source: HEIDENHAIN
AI Servo Monitor uses motor data and artificial intelligence to predict mechanical failures. Fanuc, Heidenhain and other control manufacturers also offer best-in-class tools for monitoring the health of the motors themselves and other motion control components, even if they don’t use artificial intelligence. Fanuc monitors motor condition through temperature and ground insulation resistance through its MT-LINKi data acquisition software, Taylor said.
“This is PC software that resides on an internal server, connects to the device via the network and collects data from the device. The connection required for this is standard on all FANUC controllers” , he explains.
The software can also collect and display data from non-FANUC equipment. Although the data cannot be analyzed, it can display the status of machines throughout the factory, making management easier.
“What MT-LINKi can do for us is if it shows (an operator) that they have received a few alarms on a certain shift, it allows us to go down and see what are additional training opportunities in Mays, Kentucky.” – said Landon Garrison, manufacturing engineer at Stober Drives in Vail.
Industrial engineer Nathan Landreth added that the system has helped Stober increase its utilization and productivity, calling MT-LINKi a “game changer.”
Likewise, HEIDENHAIN’s condition monitoring software can be run offline and networked throughout the workshop using UPC UA, MT Connect or HEIDENHAIN’s own DNC protocol. In addition to the feedback mechanisms inherent in the motor, linear scale and encoder, “the machine tool builder can configure up to seven different sensors,” Ledvon said. “For example, you can configure a coolant or torque sensor.”
However, Taylor cautions: “When you start collecting large amounts of data, it becomes difficult to review and analyze it. Some customers may not know exactly what they are looking for. So they will say: “I want everything”. blurs the lines. You really need to focus on what you’re looking for.
Author: Ed Sinkora
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















