As a senior manufacturing engineer with over a decade of hands-on experience in precision machining, I’m often asked the same burning question: “What are the real 7 CNC lathe & milling machine secrets to slash production costs overnight?” The answer isn’t found in short-term gimmicks but in a disciplined, engineering-led approach that combines machine capability, process intelligence, and supply-chain integration. Every production manager dreams of waking up to a 20%–30% reduction in per-part cost without sacrificing quality—and after years of refining our methodologies at GreatLight CNC Machining, I can confirm it’s entirely achievable when you apply the right strategies.
In this article, I’ll pull back the curtain on seven technical and managerial levers that transform CNC lathe and milling operations from cost centers into profit enablers. These aren’t textbook theories; they’re battlefield-tested practices that helped our facility—a 76,000 sq. ft. manufacturing hub with 127 precision equipment units—deliver components for automotive engines, humanoid robots, medical devices, and aerospace applications at globally competitive prices. Whether you’re an R&D startup or a procurement engineer tired of budget overruns, you’ll find actionable insights here, grounded in real production data and the rigorous standards of ISO 9001, IATF 16949, and ISO 13485.

The 7 CNC Lathe & Milling Machine Secrets to Slash Production Costs Overnight
Let’s dive straight into the seven tactics that can fundamentally alter your cost structure. Each secret is a building block; combine them, and the savings compound dramatically.
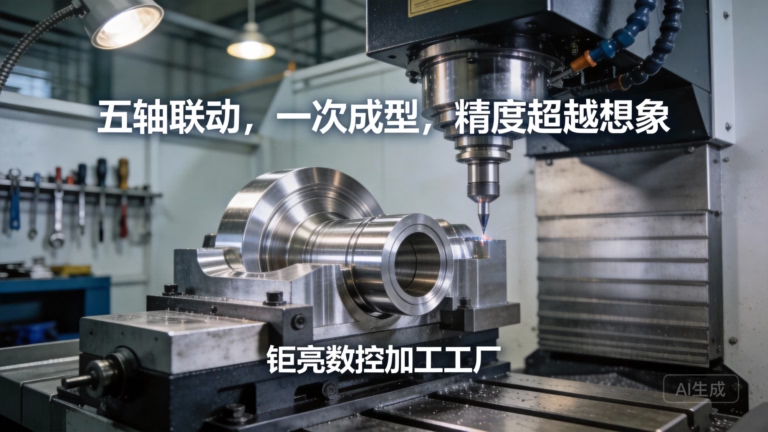
1. Embrace Simultaneous 5‑Axis Machining to Eliminate Multiple Setups
The single most powerful cost‑reduction tool in modern CNC machining is the five‑axis machining center. Traditional 3‑axis milling forces you to reposition the workpiece multiple times for complex geometries—each setup adds fixture costs, increases cumulative tolerance errors, and consumes labor time. A precision 5-axis CNC machining center with simultaneous motion, however, can access five sides of a part in a single clamping.
This single‑setup philosophy directly slashes costs in three ways:
Lower Fixturing Expense: Custom fixtures for each orientation can cost hundreds or even thousands of dollars. With 5‑axis, a simple dovetail or soft jaw often suffices.
Drastically Reduced Setup Labor: Each manual repositioning consumes 15–45 minutes. On a batch of 100 parts, that’s days of non‑cutting time.
Tighter True Tolerances: Stack‑up errors from repeated alignments vanish. At GreatLight, we routinely hold ±0.001 mm across compound angular features because the part never leaves the datum reference frame.
Our facility runs multiple brand‑name 5‑axis machines from Dema and Beijing Jingdiao, enabling us to machine intricate aerospace brackets, robot joints, and automotive e‑housings in one go. In one case study, a new‑energy vehicle client saw a 38% reduction in machining hours just by switching from a sequential 3‑axis process to a 5‑axis unified operation. When you’re evaluating suppliers, ask whether they have true 5‑axis simultaneous capability—not just 3+2 positioning—because only simultaneous motion can deliver the smooth, sculpted surfaces that eliminate hand‑finishing.
2. Adopt High‑Speed Machining Strategies Optimized for Your Material
High‑speed machining (HSM) isn’t merely about cranking up the spindle rpm; it’s a deliberate combination of light depth of cut, high feed rates, and specially programmed toolpaths that keep cutting forces consistent. When done correctly, HSM can double or even triple metal removal rates while extending tool life—an obvious win for cost‑per‑part.
Key elements we enforce at GreatLight include:
Trochoidal Milling: Instead of burying a tool in a full‑width cut, the tool follows a spiral path that maintains a constant small engagement angle. This permits faster speeds, thinner chiploads, and dramatically less heat buildup. Tool life improvements of 40%–60% in titanium and stainless steel are common.
Adaptive Clearing: Advanced CAM algorithms automatically adjust the feed rate based on the remaining material volume, preventing overloads and chatter. On a recent aluminum 6061 structural component, adaptive clearing trimmed cycle time from 22 minutes to 11 minutes.
Chip Evacuation and High‑Pressure Coolant: HSM generates fine chips that must be evacuated instantly. Our machines utilize 70‑bar through‑spindle coolant, which not only clears chips but also stabilizes the cutting zone temperature. In nickel alloys like Inconel 718, this alone can halve the tool wear rate.
Many job shops shy away from HSM because it demands rigid machines, balanced toolholders, and sophisticated CAM posts. But the payoff is immediate: you get more parts per shift, and the capital cost of the machine is amortized faster. For clients, this translates into a noticeable price reduction without any compromise on surface finish or integrity.
3. Leverage Integrated Mill‑Turn Centers for Done‑in‑One Processing
A lathe with live tooling and a sub‑spindle isn’t just a lathe—it’s a consolidation powerhouse. Instead of turning a part on a lathe, then moving it to a milling machine for cross‑holes, flats, and pockets, a mill‑turn center performs all operations sequentially without manual intervention.
Why does this slash costs overnight? Consider a typical hydraulic valve component that requires turning, drilling, and peripheral milling. Traditional routing:
Lathe: face, turn, drill (setup A)
Mill: clamp turned part, mill flats, cross‑drill (setup B)
The transfer introduces inaccuracy, doubles the chance of scrap, and ties up two machines. With a mill‑turn center, the main spindle completes all turning, then the sub‑spindle grabs the part, cuts off the stock, and live tools mill the backside features. The result:
Zero setup time between operations
Elimination of in‑process inventory
Better concentricity and run‑out (often below 5 µm)
Our mill‑turn machines, which include precision Swiss‑type lathes for small‑diameter medical and electronic components, regularly produce parts that would otherwise demand multiple secondary processes. In one instance, a medical device OEM reduced their per‑unit cost by 27% simply by consolidating a shaft and collar assembly into a single monolithic part manufactured on our mill‑turn platform. The design‑for‑manufacturing feedback we provided saved them assembly cost, tolerance headaches, and lead time.
4. Optimize Cutting Tools and Coating Selection Using Real‑Life Datametrics
Cutting tools represent a small fraction of a part’s total cost—typically 3%–5%—yet their performance exerts a disproportionate effect on productivity. Most machinists select tools based on catalog recommendations or habit, but true cost reduction comes from treating tooling as a dynamic variable that responds to material, machine stiffness, and cooling conditions.
At GreatLight, we employ a structured tool‑optimization loop:
Baseline Benchmarking: For a new material batch, we run a series of coupon tests, logging spindle load, surface finish, and insert wear every 15 minutes.
Coatings for the Micro‑Environment: We’ve found for example that AlTiN‑based coatings excel in dry or MQL machining of steels, while TiB₂ coatings prevent built‑up edge in aluminum. Matching the coating to the heat‑transfer characteristics of the cut can deliver a 50% increase in tool life.
Chip Thickness Optimization: Most tools underperform because the chipload is too light—friction heat predominates. We dial in a feed rate that ensures the chip is thick enough to carry heat away, yet within the insert’s mechanical limits.
High‑Feed Mills for Roughing: By reducing the lead angle, a high‑feed mill translates cutting force axially into the spindle, enabling extremely fast table feeds (up to 20 m/min) on low‑horsepower machines.
This systematic approach prevents guesswork. Instead of changing tools every 50 parts “to be safe,” we push to the tool’s economic limit based on quantified wear models. The savings aren’t just the cost of inserts; it’s the avoided downtime of premature tool changes and the scrapped parts from catastrophic failure.
5. Integrate In‑Process Metrology and First‑Time‑Right Manufacturing
Scrap and rework are the silent killers of profit. The most advanced equipment in the world still delivers zero value if dimensional drifts go undetected until final inspection. Integrating measurement into the machining cycle itself—often called closed‑loop manufacturing—transforms quality control from a sorting activity into a process control function.
Our approach incorporates three layers:
On‑Machine Probing: Renishaw touch probes on all 5‑axis machines probe critical datums at the start of each cycle, automatically updating work offsets to compensate for thermal drift or fixture variation. Post‑machining, they verify key features while the part is still clamped, allowing instant corrective action.
Tool Setting and Breakage Detection: Laser tool setters measure length and diameter offsets automatically, and the machine monitors spindle load to detect broken tools within milliseconds, preventing a cascade of scrapped parts.
In‑Line CMM Integration: For medical implants and automotive safety components, we route parts directly to a coordinate measuring machine (CMM) that reports back to the CNC network. Statistical process control (SPC) software then adjusts machining parameters to keep CpK values above 1.67.
This investment in metrology hardware and software directly lowers cost‑of‑quality. When a job is “first‑time‑right,” you eliminate the labor and material of rework, the expense of 100% manual inspection, and the brand damage of a customer return. For our clients in the medical sector, this is non‑negotiable—ISO 13485 mandates rigorous process validation, and our in‑process data trails provide the verification they need without adding administrative burden.
6. Exploit Additive‑Hybrid Manufacturing for Near‑Net‑Shape Preforms
One of the most overlooked cost drivers is the “buy‑to‑fly” ratio—the weight of incoming billet versus the final part weight. In aerospace and defense, ratios of 10:1 are not unusual, meaning 90% of expensive titanium or aluminum is machined into chips. Enter additive‑hybrid manufacturing.

At GreatLight, we’ve married metal 3D printing (SLM, SLA, SLS) with subtractive finishing. The process is simple: print a near‑net‑shape blank on an SLM machine, then transfer it to a 5‑axis CNC for final precision surfaces, threads, and bores. The benefits are radical:
Material Savings of up to 70%: By only printing material that is needed, we cut raw material cost and significantly reduce the volume of chips to be recycled.
Reduced Machining Time: The blank already has complex internal channels and lightweight lattices that would be impossible to machine conventionally. The CNC only cleans up critical interfaces, dropping cycle times by 50% or more.
Design Freedom for Cost‑Efficient Assemblies: Multi‑part assemblies can often be consolidated into one printed‑then‑machined component, eliminating fasteners and assembly labor.
A humanoid robotics startup we partnered with needed titanium alloy leg linkages with internal cooling channels for motorized joints. Traditional machining would have required drilling, plugging, and welding five separate pieces. By printing a one‑piece shell on our SLM 3D printer and then using 5‑axis CNC to mill bearing bores and seal faces, we cut the per‑assembly cost by 42% and reduced the total lead time from six weeks to two. This level of integration is possible only when a supplier owns both additive and subtractive capabilities under one roof.
7. Choose a Vertically Integrated, Certified Partner Instead of a Commodity Broker
The final secret may be the hardest to accept for procurement departments conditioned by online marketplaces: the lowest unit price rarely yields the lowest total cost of ownership. The true overnight savings come from selecting a manufacturing partner that can compress the entire supply chain—design feedback, raw material sourcing, machining, post‑processing, finishing, and inspection—into a single, accountable entity.
Many platforms (like Xometry, Fictiv, or Protolabs Network) aggregate demand and route it to a fragmented network of anonymous shops. While this model offers speed and breadth, it often introduces hidden costs:
Communication Gaps: Design intent is lost in translation. A simple undercut or surface finish callout may be misinterpreted, leading to batches that meet the print but fail in function.
Serial Supplier Management: The burden of screening, auditing, and qualifying suppliers falls on you. If one shop’s anodizing bleeds dimensional tolerance, you must mediate between the finisher and the machinist.
Lack of Process‑Level Optimization: Commodity brokers rarely invest time in understanding your product roadmap. They won’t proactively suggest a design change that could halve machining time because they don’t plan to be your long‑term partner.
By contrast, a specialist like GreatLight CNC Machining functions as an extension of your engineering team. With three wholly‑owned plants, a 150‑member workforce, and certifications spanning ISO 9001, IATF 16949, and ISO 13485, we provide one-stop precision machining solutions that span CNC milling, turning, die casting, sheet metal fabrication, and 3D printing—all finished with any required surface treatment (anodizing, passivation, electroplating, powder coating). When you send an RFQ to us, a senior process engineer reviews the geometry for manufacturability. If a minor wall‑thickness increase or a radius tweak can eliminate a custom tool, we’ll tell you before quoting. That kind of technical feedback is priceless.
Consider a recent case: an automotive Tier‑1 supplier needed 5,000 aluminum sensor housings per month. They were splitting the work among two CNC shops and a third‑party anodizer. We analyzed the job and proposed consolidating everything into our facility: die casting the blanks, machining the critical datums on a 4‑axis fixtured line, and applying a high‑spec Type III hard anodize in‑house. The unit cost dropped 19%, lead time fell from 28 days to 11, and the supplier eliminated the overhead of managing three vendors. Most importantly, the dimensional CpK went from a marginal 1.2 to a robust 1.8 because the entire process was controlled within one quality system.
How to Start Applying These Secrets Tonight
Implementing even three of these strategies can yield dramatic savings—but the prerequisite is a manufacturing partner with the equipment, talent, and quality backbone to execute them. Here’s a quick checklist for vetting suppliers:
| Capability | Why It Matters | GreatLight’s Commitment |
|---|---|---|
| True 5‑Axis Simultaneous Machining | Reduces setups, improves accuracy; ±0.001 mm achievable | 127+ CNC machines; large‑format 5‑axis for components up to 4000 mm |
| Mill‑Turn & Swiss Lathe Integration | Done‑in‑one parts eliminate WIP and transport costs | Multitasking lathes with sub‑spindle and live tooling for diameters from 1 mm to 500 mm |
| In‑Process Metrology & SPC | First‑time‑right quality; CpK > 1.67 standard | Renishaw probing + CMM + in‑line feedback loops |
| ISO 9001 / IATF 16949 / ISO 13485 | Reliability, traceability, and validation for auto & medical | Certified and audited annually; full material certification and PPAP documentation |
| Additive Manufacturing Capability | Near‑net shaping slashes buy‑to‑fly ratio and lead time | SLM (metal), SLS, SLA 3D printers in‑house; hybrid finishing on the same 5‑axis line |
| In‑House Post‑Processing | Single accountability for plating, anodizing, painting, etc. | Surface finishing workshops under the same roof; no sub‑contracting delays |
| DFM Engineering Support | Proactive cost‑out suggestions before production | Senior engineers review every first‑article and propose optimizations |
Conclusion: Cost Reduction Is a System, Not an Event
The 7 CNC lathe & milling machine secrets to slash production costs overnight are not isolated hacks; they represent a cohesive manufacturing philosophy rooted in high‑end equipment, data‑driven process design, and vertical integration. As I’ve shown, moving from a disjointed multi‑vendor model to a single, certified partner like GreatLight can trigger savings far beyond the unit price of machining—savings in procurement overhead, scrap reduction, lead‑time compression, and engineering overhead that directly feed your bottom line.
In my experience, the clients who benefit most are those who treat their machining partner as a strategic ally. They share roadmaps, challenge us with complex geometries, and expect—not just accept—engineering feedback. In return, they unlock capacities and cost efficiencies that commodity brokers can never deliver.
If you’re ready to rethink your approach to precision manufacturing, start a conversation with a team that lives and breathes these seven secrets every day. After all, the best time to cut costs was yesterday; the second‑best time is right now—and with the right partner, the savings really can appear overnight.

















