For small factories, “versatility” is a necessary skill. Today we will see how to process polygons with a lathe.
Normally, the surface treatment of the rotating body is carried out on a lathe. However, often due to lack of equipment or unbalanced load on the machine tool, after technical transformation of the lathe, it can also be used for other processing (non-turning), such as processing of polygons, grinding processing, rolling processing and thread milling. treatment.
Facts have proven that taking technical measures adapted to local conditions not only requires low investment, is quick to start and gives good results, but is also a good way to compensate for insufficient or unmatched equipment. the scope of use of towers, especially for small and medium-sized factories and enterprises, has practical significance.
01
How polygon processing works
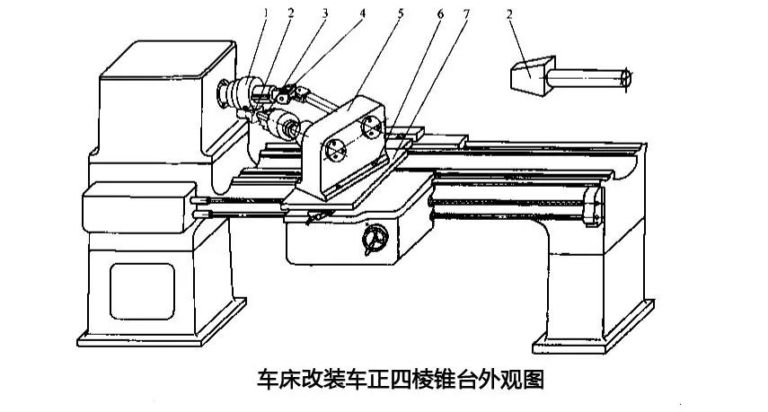
To process polygonal parts on a lathe, you need to install a special device as shown in the figure.
1-Cutter 2-Workpiece 3-Chuck 4-Universal coupling 5-Transmission 6-Screw 7-Base plate
During turning, it is installed on the central sliding plate, so that the workpiece and the tool rotate in the same direction, and the speed ratio relationship between the tool and the workpiece with a certain number of turning heads tools is used to achieve relative movement. of the tool and the workpiece, so that the shape can be made according to the forming law. Surface forming, complete the processing of square, hexagonal, equilateral triangles, trapezoid, drum, waist, flat, rhombus, irregular polygon and conical polygon workpieces. .

For example, when machining an equilateral triangle, the transmission ratio between the tool and the workpiece is i=3. Therefore, during the cutting process, the path of the tool tip relative to the workpiece axis is a periodically repeated closed curve. and the middle part surrounded by the curve forms a rough triangle.

If the axis of the workpiece is located outside the circle of movement of the tool tip, it is called the “exterior cutting method” and the triangle presented is that shown in figure a. If the axis of the workpiece is located inside the circle of movement of the tool tip, it is called an “exterior cutting method”; “internal cutting method” and the triangle presented is as follows. As shown in figure b.
It can be seen from the presented triangular figure that whether the external cutting method or the internal cutting method is used, the surfaces of the processed triangular workpiece are not flat surfaces, but approximately flat arcuate surfaces. Hence, the method of turning polygons mentioned above. , It can only be used in treatments that do not require high surface flatness.
02
Introduction to the now widely used cutting tools
The above introduction is a traditional theory, but in practical applications, there are different forms of cutting tools. The principles are the same, but when the principle is introduced, the cutting tool performs the main movement on the spindle and the workpiece performs auxiliary movement. In practical applications, the workpiece performs the primary movement on the spindle.
In polygonal turning, a flying cutter head is used to cut polygons (three to eight sides) on the sides of an axially symmetrical part. The workpiece (main spindle) and the rotating tool (flying cutter head) work together synchronously to machine the contact surface.
The amount of surface area cut depends on the gear ratio and the number of cutting tool edges. The workpiece and tool rotate in opposite directions.

↑↑Car hexagon↑↑

↑↑Car rectangle↑↑
Two-blade knives are used for cutting quadrilateral-type shapes, and three-blade tools are used for cutting hexagon-type shapes, etc. If a different gear ratio is used or the number of cutting edges of the tool is changed, larger depressions or prominent deflection arcs may appear on the workpiece surface.

Due to this principle, the contour trajectory generated by the tool tip is exactly an ellipse, but the curve applied on the force surface of the wrench is a section with a larger radius of curvature in the ellipse, it therefore does not affect the assembly of tightening and loosening.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















