1
Faucet classification
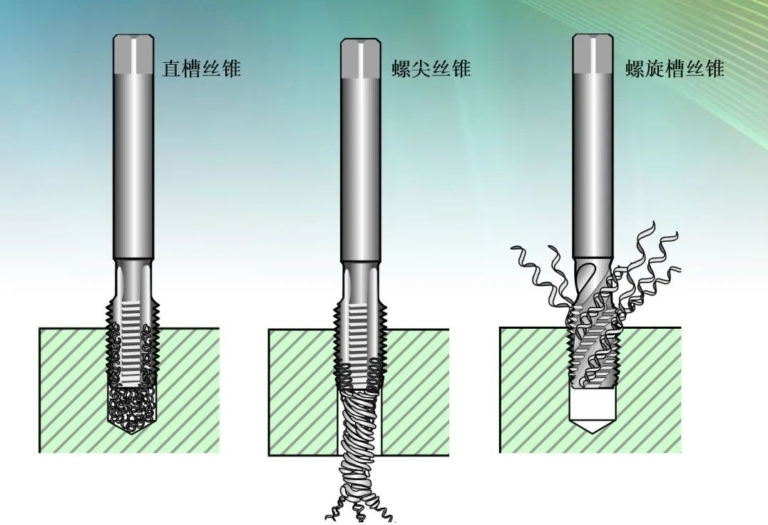
(1) Cutting tap
1) Straight flute tap: used for processing through holes and blind holes. Iron shavings exist in the tapping groove, and the quality of processed threads is not high. It is more commonly used for processing short chip materials, such as gray cast iron. iron.
2) Spiral groove tap: used for processing blind holes with hole depth less than or equal to 3D. The iron shavings are discharged along the spiral groove, and the thread surface quality is high.
10°~20° helix angle tap can process thread depth less than or equal to 2D;
28°-40° helix angle taps can process thread depths less than or equal to 3D;
The 50° helix angle tap can process thread depth less than or equal to 3.5D (4D special working condition).
In some cases (hard materials, large pitches, etc.), in order to obtain better resistance of the tooth tips, taps with helical flutes are used to machine through holes.
3) Spiral point taps: generally only used for through holes, the length/diameter ratio can reach 3D~3.5D, the iron chips are discharged downward, the cutting torque is small, and the surface quality is good. of processed threads is high. It is also called Edge Corner Tap or Tip Tap.
When cutting, it is necessary to ensure that all cutting parts are penetrated, otherwise teeth may chip.
(2) Extrusion tap
It can be used for processing through holes and blind holes. The tooth shape is formed by plastic deformation of the material. It can only be used to process plastic materials.
Its main characteristics:
1) Use plastic deformation of the workpiece to process threads;
2) The faucet has a large cross section, high strength and is not easy to break;
3) The cutting speed can be higher than that of cutting taps, and the productivity is also increased accordingly;
4) Due to the cold extrusion process, the processed thread surface has improved mechanical properties, high surface roughness and improved thread strength, wear resistance and corrosion resistance;
5) Chip-free processing.
Its faults are:
1) Can only be used to process plastic materials;
2) High manufacturing cost.
There are two structural forms:
1) Oil groove extrusion taps are only used for vertical machining of blind holes;
2) Extrusion taps with oil grooves are suitable for all working conditions, but generally small diameter taps are not designed with oil grooves due to manufacturing difficulties.

2
Structural parameters of faucets

(1) Overall dimensions
1) Total length: Pay attention to certain working conditions which require particular lengthening.
2) Slot Length: Same as above
3) Shank Square: At present, common shank square standards include DIN (371/374/376), ANSI, JIS, ISO, etc. When selecting, you should pay attention to the matching relationship with the tapping tool holder.
(2) Threaded part
1) Precision: selected according to specific thread standards. The ISO1/2/3 metric thread level is equivalent to the national standard H1/2/3 level, but attention should be paid to the manufacturer’s internal control standards.
2) Cutting cone: The cutting part of the tap formed a partially fixed pattern. Usually, the longer the cutting cone, the better the life of the faucet.

3) Correction teeth: They play an assistance and correction role, particularly when the tapping system is unstable. The more correction teeth, the greater the tapping resistance.
(3) Chip evacuation groove
1) Groove shape: affects the formation and evacuation of iron shavings and is generally an internal secret of each manufacturer.
2) Front angle and clearance angle: When the angle of the tap increases, the tap becomes sharper, which can greatly reduce the cutting resistance, but the strength and stability of the tooth tip decrease.
3) Number of flutes: Increasing the number of flutes increases the number of cutting edges, which can effectively increase the life of the tap, but it will compress the chip evacuation space, which will be detrimental to the tap. chip removal;
3
Faucet materials and coatings
(1) Faucet material
1) Tool steel: mainly used for incisor taps used by hand, which is no longer common.
2) Cobalt-free high-speed steel: Currently widely used as tapping materials, such as M2 (W6Mo5Cr4V2, 6542), M3, etc., marked with HSS code.
3) Cobalt-containing high-speed steel: Currently widely used as tapping materials, such as M35, M42, etc., with HSS-E marking code.
4) Powder metallurgy high speed steel: used as a high-performance tapping material, its performance is greatly improved compared with the above two. Each manufacturer’s naming methods are also different, and the marking code is HSS-E-PM.
5) Carbide materials: generally use ultra-fine particles and good toughness levels, which are mainly used to make straight flute taps for processing short chip materials, such as gray cast iron, aluminum to high silicon content, etc.
Faucets are highly dependent on materials. Choosing the right materials can further optimize the structural parameters of the faucet, making it suitable for efficient and more demanding working conditions, while having a longer service life. At present, large tap manufacturers have their own material factories or material formulas. At the same time, due to cobalt resource and price problems, a new cobalt-free high-performance high-speed steel has also been launched.
(2) Faucet coating
1) Steam oxidation: place the faucet in high temperature water steam to form an oxide film on the surface, which has good adsorption on the coolant, can reduce friction and at the same time prevent bonding between tap and cut material. . Suitable for processing mild steel.
2) Nitriding treatment: The surface of the tap is nitrided to form a surface hardened layer, which is suitable for processing cast iron, cast aluminum and other materials that cause heavy tool wear.
3) Steam + nitriding: combines the advantages of the two above.
4) TiN: golden yellow coating, with good hardness and lubricity, and good coating adhesion, suitable for processing most materials.
5) TiCN: blue-gray coating, hardness is about 3000HV, heat resistance reaches 400°C.
6) TiN+TiCN: dark yellow coating, with excellent hardness and lubricity, suitable for processing most materials.
7) TiAlN: blue-gray coating, hardness 3300HV, heat resistance up to 900°C, can be used for high-speed processing.
8) CrN: silver gray coating, excellent lubrication performance, mainly used for non-ferrous metal processing.
The coating of the faucet has a very obvious impact on the performance of the faucet, but currently most manufacturers and coating manufacturers work together to research special coatings.
4
Factors Affecting Tapping

(1) Tapping equipment
1) Machine tools: can be divided into two processing methods: vertical and horizontal. For tapping, vertical processing is better than horizontal processing. When using external cooling for horizontal processing, consideration must be given to whether the cooling is sufficient.
2) Tapping tool holder: It is recommended to use a special tapping tool holder for tapping. If the machine tool is rigid and stable, the synchronous tapping tool holder is preferable. Rather, a flexible tapping tool holder with axial/radial compensation. should be used as much as possible. Except for small diameter taps (
3) Cooling conditions: For tapping, especially extrusion taps, the coolant requirements are lubrication > cooling in actual use, it can be adjusted according to the conditions of the machine tool (when the use of an emulsion, the recommended concentration is greater than 10%).
(2) Treated parts
1) Material and hardness of the part to be treated: The hardness of the material of the part must be uniform. It is generally not recommended to use taps to process parts exceeding HRC42.
2) Tapping the bottom hole: bottom hole structure, choose the accuracy of the bottom hole size;
(3) Processing parameters
1) Speed: The listed speed is based on the type, material, material and hardness of the tap, the quality of the tapping equipment, etc.
It is generally chosen according to the parameters given by the faucet manufacturer. Speed must be reduced under the following working conditions:
– Poor rigidity of the machine tool; significant faucet runout; insufficient cooling;
– The material or hardness of the tapping area is uneven, such as solder joints;
– The faucet is extended or an extension is used;
– Lying down, it’s cold outside;
– Manual operations, such as bench drills, radial drills, etc. ;
2) Feed: Rigid tapping, feed = 1 step/revolution.
Flexible tapping and the tool holder compensation variable is sufficient: feed = (0.95-0.98) steps/revolution.
5
Tips for Selecting Faucets
(1) Tolerances of taps with different precision levels

Basis of selection: The precision level of the tap cannot be selected and determined solely on the basis of the precision level of the thread being processed.
1) The material and hardness of the part to be treated;
2) Tapping equipment (such as machine tool conditions, clamping tool holders, cooling rings, etc.);
3) The manufacturing accuracy and error of the faucet itself.
For example: when processing 6H threads on steel parts, you can choose 6H precision taps; When processing gray cast iron, because the average diameter of the tap wears quickly and the expansion of the screw hole is small, it is better to choose 6HX precision. taps. Press, life will be better.
Notes on the precision of Japanese taps:
1) OSG cutting tap uses OH precision system. Different from the ISO standard, the OH precision system forces the entire width of the tolerance zone from the lowest limit, and every 0.02mm is used as the precision level, named OH1, OH2, OH3, etc. .;
2) OSG extrusion tap uses RH precision system. The RH precision system forces the entire width of the tolerance zone from the lowest limit, and each 0.0127 mm is used as the precision level, named RH1, RH2, RH3, etc.
Therefore, when using ISO precision taps to replace OH precision taps, you cannot simply think that 6H is approximately equal to the OH3 or OH4 level. It must be determined by conversion or based on the customer’s actual situation.



(2) Faucet dimensions
1) The most commonly used currently are DIN, ANSI, ISO, JIS, etc. ;
2) Suitable overall length, blade length and shank size can be selected according to different processing requirements or existing conditions of customers;

3) Interference during treatment;

(3) 6 basic factors for faucet selection
1) Thread processing type, metric, imperial, American, etc. ;
2) Threaded bottom hole type, through hole or blind hole;
3) Material and hardness of the part being processed;
4) The depth of the full thread of the part and the depth of the bottom hole;
5) The precision required by the threading of the part;
6) Faucet appearance standards (special requirements should be specially marked).
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















