In recent years, the five -axis CNC Liaison Center has been increasingly applied in various fields. In practical applications, whenever people encounter effective and high quality treatment problems of complicated parts, five -axis liaison technology is undoubtedly an important way to solve these problems. More and more manufacturers tend to find five -axis equipment to respond to high -quality and high quality treatment. But do you really know the treatment at five axes?
01
The mechanical structure of the five-axis machine tool
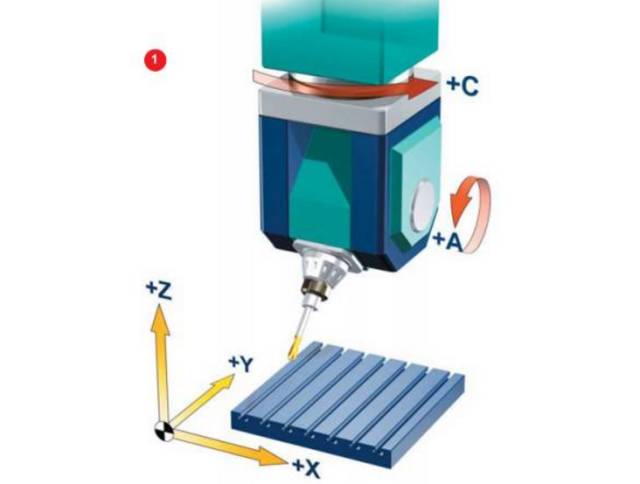
To really understand the treatment at five axes, first of all, we have to read what the five -axis machine is. The machine with five axes (5 -axis machine), as its name suggests, refers to the addition of two rotating trees with three common straight axles on X, Y, Z. The two rotary axes in the three axes of A, B and C have different movements to meet the technical needs of various products.
In the mechanical design of the 5-axis machining center, manufacturers of machine tools have always constantly committed to developing a new sports mode to meet various requirements. Based on the current five-axis machine tools on the market, although its forms of mechanical structure are diverse, there are mainly the following forms:
1. Two rotating coordinates directly control the management of the axis of the tool (double swing head).
2. The two coordinate trees are at the top of the tool, but the rotary tree is not perpendicular to the right axis (drilling head).

3. Two rotary coordinates directly control the rotation of the space (duplicate table form).

4. The two coordinated trees are on the attendant, but the rotary tree is not perpendicular to the right axis (drilling workshop).

5. Two rotating coordinates are used on the tool, and the other is on the room (a swing and one shape to one).

* Term: If the rotary tree is not perpendicular to the right axis, it is considered a “lying” tree.
After seeing the machine tools with five axes of these structures, I believe that we must understand what the five-axis machine-tool makes the exercise and how to move. However, what are the characteristics of such a diverse machine tool structure? Compared to the traditional three axes machine, what are the advantages? Let’s take a look at the machine lighting points with five axes.
02
Many advantages of five -axis treatment
Speaking of the characteristics of the machine with five axes, it is necessary to compare yourself with traditional three -axis equipment. The three -axis treatment equipment in production is relatively common, in particular standing, horizontal and long. Current treatment methods include treatment of vertical and milling edges and the treatment of lateral blade. The imitation treatment of the ball header and so on. However, whatever the form and the method which have a common characteristic, that is to say that the direction of the knife tree is always unchanged during the processing process. The interpolation of the three linear trees of movement X, Y and Z in the department. Consequently, faced with these products below, the drawbacks of the machine with three axes, a poor quality of treatment surface and unable to treat.

Compared to the three -axis CNC treatment equipment, CNC machines with five links have the following advantages:
1. Keep the best cutting state of the tool and improve the cutting conditions

As the above figure shows, the three-axis cutting method in the left figure, when the cutting tool moves up or the edge of the part, the cutting state is gradually deteriorating. To maintain the best cutting state here, it is necessary to rotate the establishment. And if we want to complete an irregular plan, we have to rotate the workbench several times in different directions. We can see that the five-axis machine-tool can also avoid the situation where the central point of the center of the ball head and the fragmentation of milling is 0 to obtain better surface quality.
2. Effectively avoid interference of the knife

As the above figure shows, for the wheel, the blades and overall sheets in the field of aerospace, three-axis equipment cannot meet the requirements of the process due to interference. The machine with five axes can be satisfied. At the same time, the machine with five axes can also be treated with shorter tools to improve system rigidity, reduce the number of tools and avoid the production of special tools. For our business owner, this means that in terms of tool costs, the five-axis machine-tool will save money!
3. Reduce the number of fibrators, finish five -sided treatment at a time


As the figure shows, the five -axis treatment center can also reduce reference conversion and improve treatment accuracy. In real treatment, only one tightening is required and the treatment accuracy is easier to ensure. At the same time, due to the shortening of the process chain and the decrease in the number of equipment, the number of tool lights, the workshop area and the cost of maintenance of the equipment are also reduced. This means that you can perform more efficient and high quality treatment with less lighting, less factory and maintenance costs!
4. Improve the quality and efficiency of treatment
As the figure shows, the machine with five axes can be cut with a lateral knife blade, and treatment efficiency can be more effective.

5. Showing the production process chain and simplifying production management
The complete treatment of the five-axis CNC machine-tool has considerably shortened the production process chain, which can simplify production management and planning planning. The more complicated the room, the more obvious the advantages of its production methods dispersed by traditional processes.
6. Show the research and development cycle of new products
For companies in the fields of aerospace, cars, certain new product parts and molding molds are very complicated and the precision requirements are high. It is a good solution to the precision and cycle of complex parts in the development of new products, and to considerably shorten the R&D cycle and to improve the success rate of new products.
In summary, the five-axis machine-tool has too many advantages, but control of the five-axis knife knife gestures, the CNC system, CAM programming and post-procedure are much more complicated than the three-three machine Axes! At the same time, when we talk about the machine at five axes, we must say the problem of five and false axis at five. However, what can RTCP and how can it be applied? Below, we combine the structure and programming of the machine tool to examine RTCP closer to understanding its true face.
03
About RTCP
RTCP, in the CNC system with five high axes, believes that RTCP is the central point of the turned tool, which we often call the tip of the tip of the knife. In the five -axis treatment, when continuing the tip of the tip of the knife and the posture between the tool and the part, the additional movement of the tip of the knife is generated due to the rotation movement. The control point of the CNC system often does not overlap with the tip of the knife. The industry also calls for this technology such as TCPM, TCPC or RPCP and other functions. In fact, the functional definitions of these titles are similar to RTCP. Similar to the RPCP function, it is mainly applied to a double rotor machine tool, compensating for the modifications of the coordinate of the right axis caused by the rotation of the part. In fact, these functions are the same to keep the real contact points of the central point of the tool and the surface of the tool and the surface of the room. Therefore, in order to express convenience, this type of technology is uniformly RTCP technology.

So how does RTCP function produce? Many years ago, when the five-axis machine-tool was popularized on the market, the concept of RTCP was promoted by machine tool manufacturers. At that time, the RTCP function was more like a gadget for technology. In fact, the RTCP function is quite the opposite. Machine-tools with RTCP technology (that is to say the real five-axis machine in China). At the same time, the treatment is simple. As we said earlier, in the mechanical structure, the five -axis CNC machines mainly include double swing heads, double -round tables and a sequence.
Below, we will take in detail the CNC system with five-axes with double end of turn-planet to introduce the RTCP function in detail.
The concept of the fourth and fifth axes is defined in the machine of five axes machine: the rotation of the fourth axis in the structure of the double -tone tools the attitude of the fourth axis. The fifth axis is a rotating coordinate on the fourth axis.

Well, after reading the definition, let’s explain. As shown in the above figure, the 4th axis of the machine tool is an axis and the fifth axis is the C axis. The part is placed on the axis C. When the 4th axis turns, because the axis C is installed on axis A, the attitude of the axis C is also affected. In the same way, for the part, we put on the platform, if we cut the cut and programming the center of the knife, the change in rotary coordinates will inevitably lead to changes in the right axis x, y and z coordinates , and generate a relative displacement. In order to eliminate this displacement of the segment, the machine tool is required to compensate for it.
So how does the tool machine compensate for this gap? Then, let’s analyze how this discrepancy is generated.
According to the previous article, we all know that this is due to changes in the rotary coordinates which lead to compensate for the coordinates of the right axis. Then, analyzing the rotation center of the rotary tree is particularly important. For the double-filming tablet structure machine, the C axis is the 5th axis control point generally at the center of the activation of the machine’s work table. The fourth axis generally selects the median point of the fourth axis as a checkpoint.


In order to obtain control of the five axes, the CNC system must know the relationship between the 5th axis control point and the fourth axis control point. That is to say the initial state (position of the machine-tool A and C axis 0), the control point of the fourth axis is the position vector of the fifth axis control point under the system of coordinates of coordinates rotation of the fourth axis of the point of origin[U,V,W]Essence at the same time, you must know the distance between axes A and C. For the double transfer machine tool, the example is illustrated in the figure below.

Speaking of this, you can see that for machine tools with the RTCP function, the control system is still in the programming position to keep the center of the tool. In this case, the programming is independent and the programming which has nothing to do with the movements of machine tools. When you program on the machine, you don’t have to worry about the movement of the machine and the length of the tool. The remaining labor control system will be carried out for you. For example:

As indicated above, the control system does not consider the length of the tool without the RTCP function. The tool revolves around the center of the tree. The tip of the knife will be moved from its location and will no longer repair.

As the above figure shows, when the RTCP function is open, the control system only changes the management of the tool and the position of the tip of the knife remains unchanged. The necessary remuneration campaigns on X, Y and Z were automatically calculated.
For the five-axis machine-tool and the CNC system which does not have RTCP to solve the problem of right tree coordinates. We know that many machine tools and CNC systems in five axes are false. The real and the false axes are looking at neither the long phase nor the five axes. The difference between the false axes to five is that he does not have an RTCP algorithm in five axes, that is to say that the programming of the false five axes must consider the length of the main axis and the position rotary sorelbench. This means that during programming with a false CNC system with five axes and a machine tool, it must rely on CAM programming and post-procedure technology to plan the knife path in advance.
In the same part, the machine tool is modified or the knife is changed, and the cam programming and the post-procedure must be reopened. In addition, the false machine at five axes must ensure that the part is located in the center of its establishment in the center of its establishment. And precision is not guaranteed. Even if it deals, the false axis at five is a lot of problems. The real five axis only needs to define a single coordinate system, and only once, the knife is necessary to complete the treatment.
The figure below takes the parameters of the public procedure publisher as an example, indicating that the transformation of the coordinates of the false five axes:

As the above figure shows, the false axis five depends on the back treatment technology to show the relationship between the fourth axis of the machine and the center of the fifth axis to compensate for the moving of the rotary tree to the coordinate coordinate of the right axis. The CNC X, Y and Z programs generated by it are not only closest to programming, but also the necessary compensation on the X, Y and Z axis. The result of this treatment will not only lead to insufficient treatment accuracy, low efficiency, procedures for. At the same time, due to the different rotation parameters of each machine tool, there must be corresponding post-procedure files, which will result in major drawbacks to production. In addition, the fake axes at five cannot be modified, and it is fundamentally impossible to reach the programming at five axes made by hand. At the same time, because there is no RTCP function, many of the high level characteristics with five derived axes cannot be used, such as the five -axis knife supplement function. In fact, for the five-axis machine tool, it is only a tool to obtain the results of the treatment, and there is no real and false. The important thing is that our professions determine the method to choose.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















