Around us, we often see a four- or five-axis turntable installed on a 3X machine tool. The integrated system can only support 3X and does not have five-axis function. For example, our common G43.4 (five-axis simultaneous machining) and G68.2 (five-axis positioning machining). So, how to achieve five-axis positioning or five-axis simultaneous processing?
Just enter the correct installation information into SolidCAM and you will be able to achieve this~
The things you need to prepare are:
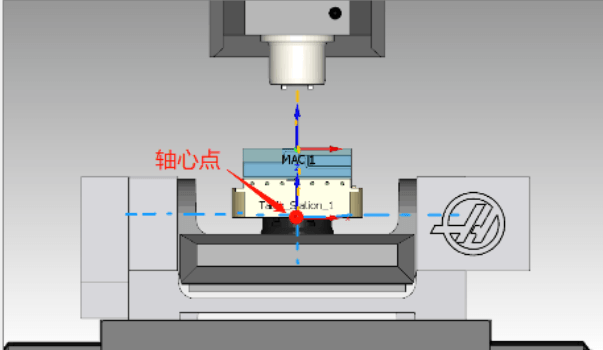
Determination of the pivot point (the intersection of the two axes of rotation).
This rotation point must be measured manually on the CNC machine tool and the VMID is entered. Sometimes it’s located in the center of the workbench…our common Haas machine tools, even though this point has been determined, it actually needs it. to refine.

Some machine tool pivot points are not in the center of the workbench. It doesn’t matter. You just need to place the rotation point of each axis at the corresponding position according to G54, and the software will automatically update it in the “combination”. device”.
Place G54 in the center of the top of the workbench (precision is required). At this time, you can save the mechanical coordinate values;
There must be a well-defined “configuration” because SolidCAM must calculate all rotations/positions.
This means that your parts and accessories should be in the same place as on the machine. This is the main disadvantage. When you clamp a part on a machine, you need to measure the displacement from the center point at the top of the table (called the combination in SolidCAM or G54 on the machine) to the point MAC1POS1 (in SolidCAM). The moves you enter in the setup must be in the same position on the actual CNC machine when you run the simulation part of the machine. Then, and only then, you will be able to get a good Gcode.
Summary of gaps:
-Measure the pivot point and enter the VMID (only once)
– Measure from MAC1POS1 (top center of part) to G54 (top center of table) on the machine and enter it into the SolidCAM settings (by CAMPart) – not that difficult when working with it. The fixture must be measured or replaced each time.
Simple way:
*Record the machine coordinates of the G54 in X,Y,Z on paper or in the machine, then measure the machine coordinates from stock to the position where you placed the MAC1POS1 in SolidCAM. Then simply subtract each X, Y and Z value to get the offset you need to set the SolidCAM “Parameters” and recalculate the operation.
advantage:
There’s only one, and it’s a big one. We can prove it, it’s been proven over 1,000 times. Almost all other CAM solutions do not have this type of calculation and do not have special capabilities for 5-axis positioning and simultaneous operations.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















