The process of cutting metals is often accompanied by the generation of terrifyings. The existence of burrs not only reduces the processing precision and surface quality of the workpiece, affects product performance, and sometimes even causes accidents. For the Burrs problem, people usually use the brothers to solve. Burr removal is a non-productive process.
This article first analyzes the main factors that affect the formation of final milling cutter, and starts from structural design to the whole process of manufacturing transformation, and discusses the methods and technologies of reduction and control of cutter milling cutter. milling.
1. The main form of Burrs during end-end processing
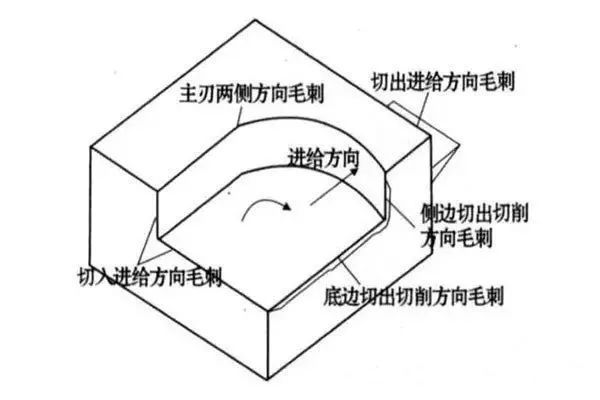
According to the cutting movement – the cutting blade of the cutting blade remains classification system, the land produced during the final milling process mainly includes the wads on both sides of the main blade, the cutting direction of the cutting direction cutting on the side, cutting Direction of the cutting direction, and cutting and cutting in the bottom, there are five shapes of burrs (see Figure 1).
Figure 1 Burrs formed by milling processing
Generally speaking, the cutting direction of the cutting direction is the characteristics of large size and elimination of difficulties compared with other burrows. To this end, this paper uses the lower edge of the cutting direction of the cutting direction as the main research object to carry out research. According to the sizes and shapes of the cutting direction of the cutting direction according to the final mill, it can be divided into three types: Type I (larger size, elimination of difficulties, higher expenses), II Burrs (the size is compared to the size that the size is compared small, it cannot be removed or deleted) and the type III burr is negative negative (as shown in Figure 2).

Figure 2 Cut out the cutting direction of the cutting direction when the bottom of the grinding
Second, the main factor affecting the formation of terrifying
The Burrs formation is a very complicated material deformation process. The characteristics of workpiece materials, geometric shapes, surface treatment, tool geometry, tool cutting path, tool wear, cutting parameters and coolant all directly affect the formation of the Burrs. Figure 3 shows the final flash factors. Under the specific grinding conditions, the shape and size of the final milling wad depends on the comprehensive effect of various influencing factors, but different factors have different effects on the formation of terrifyings.

Figure 3 Mison the terrifying to form the cause and effect control chart
01. Swords enter/exit
Under normal circumstances, the burrows generated by the knife tips are larger than the burrows generated when the tool is rotated across the room.
02. Cutting the plane
The cutting angle of the plane has a great impact on the formation of the cutting direction of the cutting direction. The definition of plane cutting angle is when the cutting blade rotates the terminal surface of the workpiece, in the plane of a small axis of vertical cutters on the cutting blade, the cutting speed of this point (the direction of the knife speed and speed Vector synthesis of the feed speed) and the speed of the feed speed)) the angle between the end faces of the workpiece. The direction of the end surface of the workpiece is to point the knife point to the knife point. As shown in Figure 5, the 面 is cut from the plane and its range is 0°<ψ≤180°.
The test results show that the height of the burrs changes with the change in the depth of the cut, that is, the increase in the terrifyings of the depth of the cutting depth of the transition from burr II to type II. The minimum milling depth of the Burr II is generally referred to as the limiting cutting depth, which is represented by DCR. Figure 6 shows the impact of plane rake angle and cutting depth on Burr height when processing aluminum alloy.

Figure 6 Cut Corner and Cutting Depth of Burrows and Plane Shape
It can be seen from Figure 6: the larger the graphic angle, the larger the boundary cutting depth, when the plane cut angle is greater than 120°, the size of type I has larger size and the limit and the limit Cut the depth of the limit of the type II type. Consequently, the small plane cuts the angle of burr II.
It can be seen from Figure 5: The size and direction of the feed speed will have a certain impact on the size and direction of the synthesis speed V, which will then affect the plane corner and the terrifying. Therefore, the larger the speed of the feed rate and the output edge, the smaller the ψ ψ, the more terrifying the formation of the formation (as shown in Figure 7).

fig
03, the tip of the EOS knife tip
During the end milling process, the size of the terrifyings depends to a large extent on the order of the knife output. As shown in Figure 8: point A is the point on the side cutting blade, point C is the point on the main cutting blade, and point B is the tip of the knife. Assume that the tip of the knife is sharp, i.e. do not consider the tip radius of the knife tip. If the BC leaves the room first, then leaves the room to the AB side, the chip hinge is on the treatment surface. Cut the cutting direction of the cutting direction. If AB leaves the workpiece first, BC leaves the workpiece, the crumbs are cut on the transition surface, and the workpiece is cut to form a smaller bottom edge to cut the cutting direction of the cutting direction .
The test shows that: ① The tip of the knife tip that increases the size of Burrs is: ABC / BAC / ACB / BCA / CAB / CBA. ② The result of EOS is the same, but in the same order of output, plastic materials are larger than the terrifying ones produced by crispy materials.
The output order of the knife tip is not only related to the geometric shape of the tool, but also related to factors such as feed volume, milling depth, geometric size of the workpiece and cutting conditions. affect the formation of the Burrs.

Figure 8 Knife tip formation and burrow formation
04. The influence of other factors
① The formation of milling parameters, milling temperature and cutting environment will also have a certain impact on the formation of terrifyings. The exit of the knife tip from the knife tip is reflected.
② The better the material of the part is plastic, the more likely it is to form I Type I. During the processing process of the end of fragile materials, if the quantity of intake or plane is large, it will be conducive to the formation of type III (deficiency);
③ When the angle between the terminal surface of the workpiece and the processed plane is greater than the right angle, it can inhibit the formation of terrifyings due to the enhancement of the terminal facial branches;
④ The use of milling fluid is conducive to extending the tool life, reduces tool wear and lubrication and milling process, thereby reducing land size;
⑤ Knife wear has a great impact on burr formation. But the cutting direction of the tool will be generated.
⑥ Other factors, such as tool materials, have a certain impact on the formation of Burrs. Under the same cutting conditions, diamond knives are more conducive to removing terrifying formation than other tools.
3. The basic way to control the formation of milling noise
The formation of terrifying endings is affected by various factors. To reduce the final burr, it is necessary to control and reduce the production of terrifyings in many aspects.
01. Reasonable structural design
The formation of Burrs is largely affected by the structure of the workpiece, the structure of the workpiece is different, and the shape and size of the terrifyings on the edge of the edge after processing are also very different. If the material and surface treatment of the parts are placed in advance, the geometric shape and edge of the part are an important factor in determining the formation of terrifyings.
02. Proper processing order
The processing order also has a certain impact on the shape and size of the milling holes. The shape and size of terrifyings are different, and the workload and related costs of eliminating terrifyings are also different. Figure 10 is the production of large terrins using the appropriate processing order.

Figure 9 Select Sequential Processing Control Method
If you drilled the hole first and then molding, the hole is prone to cutting grinding burrs on the weekly circle; Similarly, in Fig.
03. Avoid the exit knife
Avoiding tool exit is an effective way to avoid drag formation, because tool exit is the main factor in the formation of brake formation in the steering. Under normal circumstances, the terrifyings generated by the strawberry room are larger, and the terrifyings generated when entering the room are smaller. Therefore, during the processing process, try to avoid spinning strawberries. As shown in Figure 4, the earths born in Figure 4b are lower than the earths produced in Figure 4A.
04. Select the appropriate walking route
From the previous analysis, it can be seen that when the plane cuts the angle less than a certain value, the size of the terrifyings is smaller. The cutting angle of the plane can be changed by changing the grinding width, feed speed (size and direction) and rotation speed (size and direction). Therefore, you can avoid the production of Type I Burrs by selecting the correct knife path (see Figure 11).

Figure 10 Control the knife route method
Figure 10a is a traditional font line. Figure 10b adopts an improved knife path, which can avoid the production of terrifyings. Although the walking route in Figure 11b is slightly longer than the walking route in Figure 10A, and the spending time is slightly much, because the terrifyings are not needed, and the use of Figure 10A requires a lot of damage time (although the shadow part of the figure 10A (although the shadow part of the figure 10A (although the shadow part of the figure, the shadow part of Figure 10a requires it, there are not many parts of the burr, but all the edges of the Burrs when The terrifyings are actually removed).
05. Select appropriate milling processing parameters
The end milling parameters (such as the quantity of each tooth, the width of the end milling, the depth of the end milling and the geometric angle of the tool) have a certain effect on the formation of burrs.
The formation of terrifying endings is affected by various factors. The final shape and size of the Burrs are the result of the comprehensive effect of various factors.
This article starts from the whole process of structure design, processing layout, processing processing, milling quantity and tool selection, analyzes the main influencing factors milling wads and offers to control the milling cutter control method, Select the appropriate processing order method and the improvement of the improvement of the structural design. shorten the production cycle in grinding processing.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















