1
Stability treatment
When processing difficult processing materials such as titanium alloys, high temperature alloys and high hardness materials, the cutting force of the cutting force is often deformed or even broken in the workpieces. In the length of treatment, once the films are not smooth, the chips will wrap the faucet or block the hole, which often causes the faucet to collapse or break into parts. Tap cutting is not only time consuming and laborious, but it can destroy parts. To solve this problem we can use a threaded milling cutter. Since the threaded striker gradually incorporates the material, the cutting force it generates rarely causes the knife to break and the chips are rose-shaped. Even if the knife is broken, because the diameter of the countersink is much smaller than the threaded hole, it can easily remove the broken part of the workpiece without hurting the workpiece.
2
Diversified materials for processing
The excellent cutting conditions enable the thread milling cutter to process widely processed materials, even high hard steel and titanium alloy, such as HRC65°, can be easily processed. When dealing with material processing difficulty, thread grinding provides a simple way for the processing thread, otherwise the use of attack thread will be difficult to process.
3
High thread processing precision
Most thread grinding is a high, efficient cut. Therefore, no matter how precise the processing, the surface smoothness is much higher than other thread processing methods. Because thread grinding is easy to complete the inner thread diligence by processing through high-speed rotation of a tool and spindle interpolation. Milling threads are cut-off and short wraps. Because there is no rotation line at all, the tap cannot be avoided. It is not easy to form a sticky film. Softer materials are prone to adhesion during the processing process, but the wire requires low machine power. Since the threaded grinding is cut – cutting, the knife is local contact, the cutting force is small, and the tap knife tool is easy to manage.
4
Widely used
The same tool can be used for right/left thread processing. As long as the wire distance is the same, wires with different diameters can be made with the same tools. The same thread striker can be used for blind holes and pores. W, BSPT, PG, NPT, NPTF and NPSF.
PS: In daily work, we will face different wire specifications.
5
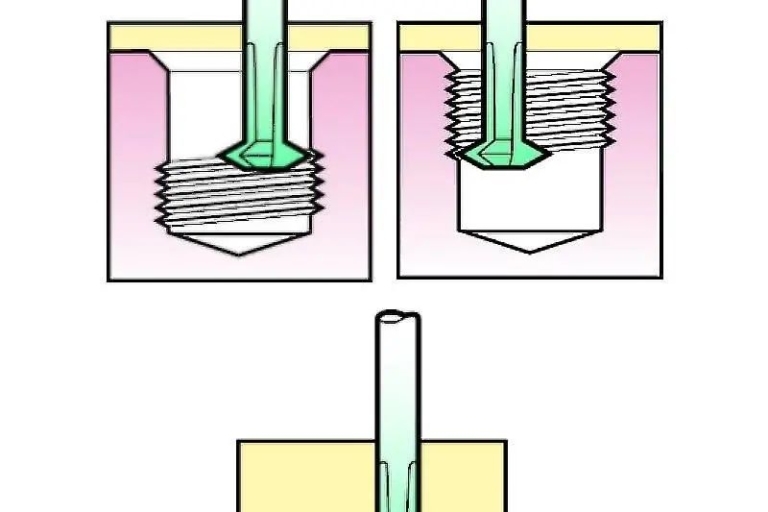
Benefits of Blind Hole Treatment
Blind Hole Machining: When the thread is dying, you will get a full thread outline at the bottom of the hole. The tap needs to be deeper when attacking, because the tap can form a full thread contour up to the third threaded teeth. Therefore, you do not have to consider modifying the structure to deepen the structure with thread refinishing.
6
Reduce main axis loss of machine tools

Compared with the use of taps for thread processing, thread grinding does not require emergency stop and reversal of processing of the main shaft at the bottom, which greatly improves the service life of the main axis of the machine tool.
7
High processing efficiency
The effective processing rate we know that in a large number of thread processing, due to the low limit of tap cutting speed and sword reversal after thread processing, it is very difficult to improve processing efficiency. However, if we use threaded milling cutter, it not only has high milling speed, but its multiple slot design increases the number of cutting blades to easily increase the feed rate, which can greatly improve the treatment efficiency. In the processing of long threads, we can also choose a blade with longer blades to reduce the axis feed distance (equivalent to making the thread shorter) to further improve the processing efficiency;
8
Efficiency

Some brands of thread milling cutters, thread processing and territory processing are completed. No need to spend more time for land removal and save labor costs at the same time.
9
Low processing cost
The threaded striker is flexible and can apply a variety of working conditions.
For example: we can use the same boost to process the left rotating thread, or you can process the right rotating thread; you can deal with external threads and internal threads. All this does is adjust the interpolation program. Using tap processing, if there are multiple thread holes with different diameters on the parts but the same thread distance, different diameter tap is needed. This not only has a lot of faucets, but also a lot of swords.
If you use thread milling, because it is processed using spiral interpolations, you only need to modify the processing program to complete the processing of all diameter threads, which greatly saves the cost of the knife and the knife modification time. In order to ensure the accuracy of the thread, different types of taps should be used when processing different materials with taps. However, there is no limit to the use of a thread milling cutter.
The same thread striker can process the vast majority of materials and obtain high precision threads. It can also significantly reduce the cost of the tool. When the processing thread needs to be close to the bottom of the blind hole, it will be difficult to get a full thread at the bottom if you use a tap. And it is possible that the knife will continue to advance (floating leading edge) at the lower tap shot at the bottom of the tap.
This problem can be avoided by using a threaded striker countersink – the striker countersink does not need to reverse the knife than the hole, and it is always a complete thread form at the end of the tool. This way we can get full and accurate thread depth! In some processing, thread milling can help us solve many problems.
For example: in large non-circular parts of wire processing, if processing on the lathe, complex clamps and balances are required to avoid vibration. At the moment, you can use the treatment on the treatment center. There is also a great effect on the impact on the blade when the processing wire is intermittent. The use of thread milling is gradually cut into the discontinuous point because the tool is gradually cut into the material, in order to avoid large impact and extend the life of the tool.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















