The tools are seriously worn during the cutting process. How to carry out a simple and quick repair has become one of the problems to be solved urgently. In order to solve the problem of tool repair, the original repair process is comprehensively and systematically improved to improve the efficiency, quality and reliability of tool processing, so as to meet the changing industrial needs.
PART 1Preface
Tools play an extremely important role in the manufacturing industry, and their performance will directly affect processing efficiency and product quality. Laser coatings on tool surfaces are of great importance in modern manufacturing as they are essential for improving tool performance and extending tool life.[1]. However, as cutting tools are frequently damaged through repeated use, research into the coating repair process becomes more important. This article uses TRIZ theory to sort out the tool repair and modification process, focusing on improving the repair process of the WC coating of the tool gradient coating, so that the repaired WC coating has neither cracks or defects, and that the body of the tool does not show thermal embrittlement. , at the same time, it can also improve the hardness and thermal properties of the tool, significantly improve the repair efficiency of damaged tools, and reflect the application value of laser forming repair technology.[2]。
PART 2 Analysis of the initial form of the problem
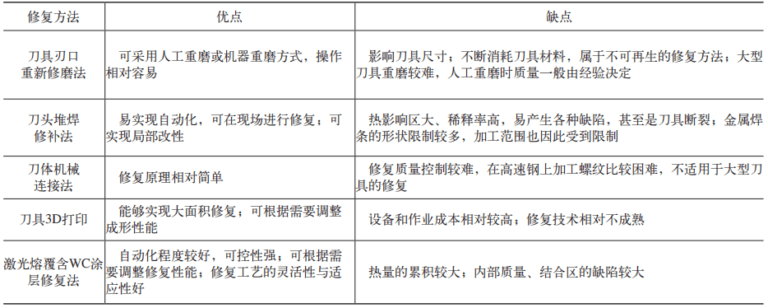
When studying the initial form of this problem, the advantages and disadvantages of existing repair methods are first analyzed, as detailed in Table 1.
Table 1 Analysis of advantages and disadvantages of existing repair methods
Existing tool repair methods are analyzed according to the causal analysis method of TRIZ theory. See Table 2 for details.
Table 2 Results of causal analysis

Based on the above analysis, it is concluded that the most suitable repair method for optimization and improvement is the laser coating repair method containing WC coating. The equipment used using this method can easily realize treatment prediction and online monitoring in terms of software and hardware. Quality control plays a positive role.[3]. This method is more open and flexible. Compared with other repair methods, with the advancement of equipment, the cost of laser cladding equipment is decreasing year by year, and there are still many opportunities for process improvement.
PART 3 System Analysis
3.1 Analysis of available resources
The specific physical properties of the knife are one of the necessary conditions to ensure cutting. When repairing, the properties of the material containing the WC coating must not only meet the performance requirements of the tool, but also adapt to the requirements of the repair process and guarantee. the practicality of the repaired tool. The resources available after analysis are presented in Table 3.
Table 3 Results of the analysis of available resources

3.2 Functional analysis
(1) Useful system functions. The performance of the repaired toilet liner can generally meet or even exceed the performance of the tool body. The additive manufacturing process can effectively fill the damaged area of the tool. if the energy is selected incorrectly, it is easy to cause heat affected zones. If it is too large, it will actually damage the knife, which is an insufficient useful function.
(2) Harmful functions of the system. Smoke, noise and dust generated in the system will cause excessive heat build-up, thereby changing the performance of the tool body and, in severe cases, damaging the tool body.
(3) Strengthening useful functions and removing harmful functions. Optimize the selection of process parameters during laser cladding by “using optimization methods to optimize relevant parameters” to improve thermal impact source control “by improving system adjustability and fit; Control” creates simulations of coating temperatures, controlling the degree of heat buildup while eliminating harmful characteristics.
In summary, by adapting the current tool repair process with useful functions, retaining its useful functions in WC/Co additive manufacturing repair and applying “highly advanced materials”, it is proposed to establish a coating of transitional coating to improve functional impairments.
PART 4 Using TRIZ tools to solve problems
4.1 Final ideal solution
Affected by factors such as heat accumulation, large heat-affected zones and tool body fractures, poor repair quality and low repair efficiency occur. In such situations, a solution must be established to effectively control the energy production during the tool repair process and reduce it. The degree of thermal impact to achieve a green, environmentally friendly and efficient repair[4]. According to this requirement, the final ideal solution (IFR) can be obtained as shown in Table 4.
Table 4 Ideal Final Solution (IFR)

4.2 Analysis of the functional model and object field model of the original system heat source
Figure 1 is the functional model of the original laser cladding tool repair system, and Figure 2 is the object field model. As shown in Figure 1, when dealing with tool repair problems, the most important thing is to solve the impact of the heat source on the unrepaired area during the repair process, thereby changing the performance of the unrepaired area. , leading to differences in overall tool performance and the repair quality of the tool difficult to guarantee. As shown in Figure 2, heat accumulation is mainly affected by the thermal field (temperature), causing harmful heat dissipation, resulting in wasted energy and thus affecting the quality of the repair.

Figure 1 Functional model of the original system heat source

Figure 2 Object Field Model 4.3 System Improvement Scheme Hypothesis
In the practical application of solutions, according to TRIZ theory, many specific questions need to be examined more holistically. For this reason, when determining the design plan, other auxiliary functions and design principles are as follows. 1) Strengthen the versatility of the design solution as much as possible, so that a single design can be applied to multiple environments. 2) The operation of the new system should be simple and easy. 3) Reduce costs and resource consumption as much as possible. 4) The new system cannot violate the basic principles of additive manufacturing for tool repair.
According to article 2 of TRIZ theory – extraction principle, the laser heat in the original system can effectively ensure that the coating coating has good adhesion. However, if the laser heat is not properly controlled, it will affect the quality of the coating. Issues such as damage are a “double-edged sword”. For this reason, based on the analysis of the original repair process, the heat control optimization method is still the focus of research. .
According to Article 5 of TRIZ theory – the combination principle, a model of the impact of multiple process parameters of the laser system on the thermal density of the laser can be established, and the influence rules can be summarized to reduce the degree of thermal impact and improve efficiency.
According to article 9 of TRIZ theory – the pre-reaction principle, a numerical simulation model of the temperature field and thermal stress field of laser thermal energy can be established to study its thermal diffusion rules and ensure that the thermal impact is within a small range.
According to article 24 of TRIZ theory – the intermediate principle, a transition layer can be designed to replace the direct interaction between the coating layer and the tool body to form a gradient composite coating to reduce the impact of excessive laser energy density when coating the tool body. repair coating. The knife is specifically affected by heat to ensure the quality of the repair.
4.4 Formulating a system improvement plan
The first priority in the tool repair process is to reduce the impact of heat sources on the unrepaired area during the repair process. Heat accumulation is mainly affected by temperature, causing harmful heat dissipation, causing energy waste and thus affecting. reliability of the quality of the repair.
In accordance with Article 3 of the TRIZ Theory – the Principle of Local Quality, a plan is developed to reduce the impact of heat build-up by changing the local performance between the liner coating and the tool body.
According to article 10 of the TRIZ theory – the principle of pre-action, it is proposed to use pre-simulation to analyze changes in temperature, stress field and internal structure of the coating during cladding repair , in order to reduce the dispersion of harmful effects caused by heat accumulation and reduction of energy waste.
According to article 26 of TRIZ theory – the replication principle – a method is proposed to replace the original parameter selection process with higher experimental costs by establishing a correlation model between laser energy and parameters of the process.
According to article 40 of the TRIZ theory – the principle of composite materials, it is proposed to use composite materials to replace the original coating coating in order to improve the stability of the repair quality.
4.5 System improvement process
Finally, TRIZ theory was applied to improve the tool damage repair process and a new laser gradient coating repair system was created. The new system features the following key optimizations.
1) Figure 3 shows the temperature transfer influence law of the new system. Based on the numerical simulation of the single-layer laser cladding process, it is concluded that each pass of the cladding layer is affected by the influence of the adjacent pass of the cladding layer. coating layer during the coating process. Law of influence of temperature transfer.

Figure 3 Law of influence of temperature transfer of the new system
2) Comprehensive consideration of multiple process parameters in the laser cladding process, using laser energy density as a control index, and integrating the complex laser process parameters into a comprehensive process parameter for easy control.
3) By adding the transition layer of Ni60 material, the laser gradient cladding process is completed. The gradient coating of the new system is shown in Figure 4, and the effect after the gradient coating is shown in Figure 5.

Figure 4 Degraded coating of the new system

Figure 5 Effect after sloping surface
PART 5Conclusion
Improving the tool gradient toilet liner repair process is an important attempt to optimize modern processing technology. It overcomes challenges faced by the existing process, improves performance and tool life, and reduces wasted resources. In the future, this technology can be applied to broken tools of various shapes, and the development potential is huge. Analysis based on TRIZ innovation theory can better reduce the degree of thermal impact during the coating process, reduce costs, realize multiple utilization of resources, and ultimately increase benefits. The improvement and optimization of repair processes have made important contributions to the development and innovation of the manufacturing industry.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















