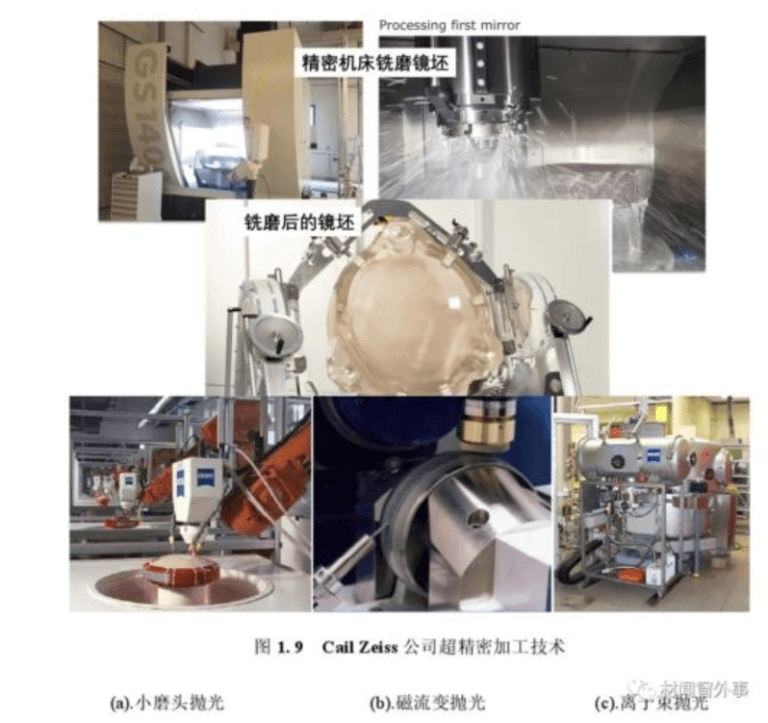
The lenses for ASML lithography machines are manufactured by Carl Zeiss in Germany. The mirror blanks are first milled and shaped by high-precision machine tools, and then ultra-precision polishing methods such as small grinding head polishing, magnetorheological polishing and beam beam polishing ions are used. To achieve the required accuracy, the coating is finally applied (for DUV lenses, it is covered with an anti-reflective coating; for EUV lenses, it is covered with a reflective multi-layer coating).
The basis of ultra-precise optical lens processing is numerically controlled optical surface shaping (CCOS) technology, which replaces control by human experience with computer automation control.

Small grinding head polishing technology uses a grinding head much smaller than the diameter of the workpiece to polish the workpiece. The amount of material removed is controlled by controlling the residence time of the grinding head at different positions on the workpiece surface and the pressure. between the grinding head and the workpiece. Able to achieve processing precision of tens of nanometers.
The most advanced technology is strain disk polishing, that is, the polishing disk can be deformed in real time according to the shape to be processed under computer control to achieve complete fit between the disk of polishing and the part.
Next comes magnetorheological polishing (magnetorheological finishing, MRF), which uses a special polishing fluid with a magnetorheological effect as a polishing material. This type of polishing fluid contains non-magnetic polishing powder and magnetic iron powder, which behaves like a conventional liquid state in the absence of a magnetic field. Under the action of a magnetic field, the iron powder is oriented and arranged in such a way as to allow polishing. the fluid has properties similar to those of a solid.

The magnetorheological polishing fluid is adsorbed on the polishing wheel with a magnetic field and contacts the workpiece when the polishing wheel rotates, thereby removing excess material from the workpiece surface. This is equivalent to using a flexible grinding head. Its shape and hardness can be precisely controlled in real time through a magnetic field, and it always fits the workpiece surface closely. It has high processing efficiency, stable processing process, high processing precision. and good surface quality (no surface and subsurface damage), which can improve accuracy down to the nanometer level.
Finally, thanks to ion beam polishing technology (Ion Bean Figuring, IBF), the precision of the lens is improved down to the sub-nanometer level (atomic scale).

Under vacuum conditions, an electric field is used to ionize inert gases such as argon into ions, which bombard the surface of the part to remove surface atoms. It is an atomic-scale processing method with good processing precision and stability. There is no mechanical contact with the part and no surface damage. It is currently the most advanced optical element processing technology. However, the processing efficiency of ion beam polishing is low, and it is usually used as the last means of precise modification.
The National University of Defense Technology uses an independently developed ion beam polishing machine tool to process lenses used in DUV lithography machines.

Precision processing requires corresponding measurement methods to guide. In the rough grinding and polishing stages, a swing arm profiler (left in the image above) is commonly used, using a high precision displacement sensor installed at the end of the rotating arm to measure the profile surface of the mirror blank, with a precision ranging from microns to tens of nanometers. In the precision polishing stage, the optical interference method (right in the image above) is used to measure the shape of the lens surface with high precision.
Attachment: There are many articles on the Internet stating that the German company Zeiss uses the German ALZMETALL GS-1400 heavy-duty precision five-axis vertical cradle machine tool to directly process the lenses of the EUV lithography machine with an accuracy of 20 picometers (0.02 nanometers). . There are also rumors mentioned in the messages. I was suspicious of it, checked it out and decided it was misinformation, hence this post.

Zeiss uses precision machine tool milling to process lithography machine lenses, but it also has to go through small grinding head polishing, magnetorheological polishing, and ion beam polishing (all based on advanced technology). of computer-controlled optical surface shaping, so information from Zeiss This is called computer-controlled polishing) to achieve a surface precision of 0.12 nanometers and an effective value of 0.02 nanometers.
For advice on various polishing equipment, please call: 13501282025
Misinformation may come from misunderstanding this PPT from Zeiss:
This PPT mentioned the processing precision of the objective lens of the new generation EUV lithography machine, but only the GS1400 machine tool was given in the processing method, so it was wrongly thought that this machine tool was used to process the object lens with final precision in one shot. In fact, the “ground” in the “First Mirror Bottom” marked on the lens displayed on the PPT is the past participle of “grind”, which means “grinding”, that is, the lens was only ground by machine. tool, then needs to be polished, or “finishing” (finishing, figuring) can achieve the final atomic precision, which is beyond the reach of machining machine tools.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















