Tool adjustment of a twin-spindle machining center is a crucial link, directly linked to processing efficiency and quality. Here are the specific steps for tool adjustment in a twin-spindle machining center:
1. Preparation
Install the workpiece firmly: Make sure the workpiece is installed securely to avoid moving or shaking while adjusting the tool.
Fix the positioner and the machine tool fixture: Make sure the positioner and the machine tool fixture are fixed to ensure the accuracy of the tool setting.
Choose appropriate tools: Equip the first spindle and second spindle with appropriate tools, such as milling cutters, drill bits, etc.
2. Tool adjustment operation
Return to zero operation:
Before adjusting the tool, be sure to perform a return-to-zero operation (return to the origin of the machine tool) to clear the coordinate data of the last operation.
Note that the X, Y, and Z axes should all return to zero.
Spindle rotation forward:
Use “MDI” mode to rotate the spindle forward by entering the command code and maintaining an average rotation speed.
Then switch to “Steering Wheel” mode and operate the machine tool by adjusting the speed.
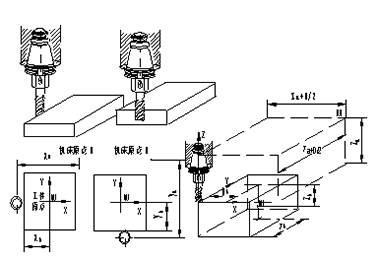
Adjusting the knife in the X direction:
Use the tool to lightly touch the right side of the workpiece to clear the relative coordinates of the machine tool.
Lift the tool, move it to the left side of the workpiece, lightly touch the workpiece at the same height and lift the tool again.
Note the relative coordinate X value of the machine tool at this time and move the tool to half the relative coordinate X value.
Write down the X value of the absolute coordinates of the machine tool and enter it into the coordinate system.
Y direction tool adjustment:
The operation method is similar to setting the tool in the X direction, except that the tool is lightly touched in front of the workpiece and the Y value is recorded.
Z direction tool adjustment:
Move the tool to the part surface that needs to be aligned with the Z zero point.
Slowly move the tool until it lightly touches the top surface of the workpiece, and record the Z value in the coordinate system of the machine tool at this time.
Enter the value of the Z direction in the coordinate system.
Setting the second spindle tool:
Repeat all the first spindle tool alignment steps to ensure that the second spindle tool is also aligned with the part coordinate system.
3. Adjustment and inspection
Adjust the tool entry point:
Adjust the tool entry point based on the predefined part coordinate system.
Make sure the tool entry point coincides with the position of the predefined part coordinate system.
Complete inspection:
After tool adjustment is completed, perform a complete inspection to ensure the tool is installed correctly and tool adjustment is accurate.
If necessary, make the necessary corrections.
4. Precautions
Dual Spindle Tool Synchronization: Ensure that dual spindle tools are synchronized during the tool setting process and are in the same coordinate system.
Sensor Accuracy: Sensor accuracy and sensitivity are critical to accurate tool setting and should be checked and maintained regularly.
Safe operation: Always pay attention to safety when adjusting the knife to avoid accidents.
Timely tool calibration: After the tool is worn, it should be calibrated timely to ensure processing accuracy and efficiency.
With the above steps and precautions, you can ensure that the tool setting process of the dual spindle machining center is accurate, efficient and safe.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















