In CNC machining, the direction of rotation of the fragmentation of milling is generally unchanged, but the power direction is modified. There are two common phenomena in the treatment of grinding: round grinding and reverse grinding.
The edge of fraignage is subject to impact loads each time it is cut. For a successful grinding, it is necessary to consider the right means of contact between the edge and the material during the cut and the cut. In the milling process, the part is fed in the same direction or opposite as the direction of rotation of the fragmentation of milling, which will affect entry, cutting and if the milling method is used to die or reverse grinding.
01 The golden ruling rule – thick to thin
When milling, be sure to consider the training of fleas. The decisive factor in flea formation is the position of the grinding cut. Keep in mind the golden rule of “thick to thin” milling to make sure that the thickness of the chip is as small as possible when cutting the blade.
02 Smooth Filling
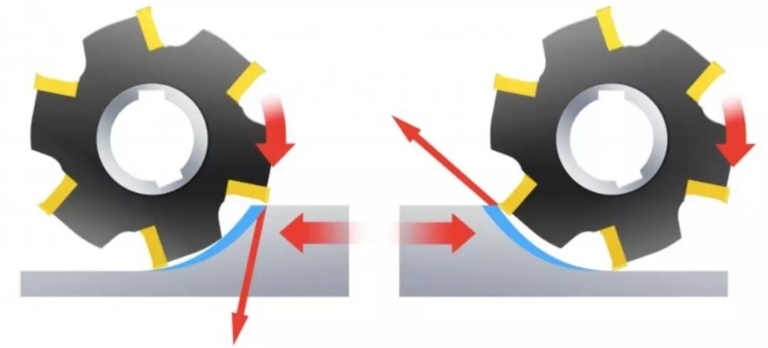
In a right milling process, the cutting tool is powered in the rotation direction. As long as machine tools, lighting and parts allow it, milling is always the preferred method.
In the crushing of the edges, the thickness of the chip will gradually decrease since the start of the cut and will eventually reach zero at the end of the cut. This prevents the forehead with the tip of scratching and rubbing the surface of the room before participating in the cut.

The large thicknesses of the chip are advantageous and the cutting force tends to pull the room in the grinding cut so that the cutting edge remains cut. However, as strawberry strawberries are easily pulled in the room, the tooltip must manage the release of the table supply by eliminating the reactions. If the milling striker is fired in the room, the food will increase unexpectedly, which can cause excessive thickness of the chip and a cut of the cutting edge. In these cases, anti-limiting is considered.
03 counter-fresh
In the reverse grinding, the power direction of the cutting tool is opposed to its rotation direction.
The thickness of the chip gradually increases from zero until the end of the cut. The cutting edge should be forced, resulting in scratching or polishing effects due to friction, high temperature and frequent contact with the hard -fired surface caused by the front edge. All this will shorten the life of the tool.

Thick chips and higher temperatures generated when cutting the blade will cause high traction constraints, which will shorten the lifespan of the tool, and the cutting edge will often be damaged quickly accordingly. He can also ensure that the chip gets out or soda of the cut, which will then transport it to the starting position of the following cut, or will cause an instantly rupture instantly.
The cutting force tends to repel the cutter cut and the piece distant from each other, while the radial force tends to lift the room from the table.
When the machining allowance changes considerably, inverted milling can be more advantageous. When you use ceramic blades to treat high temperature alloys, it is also recommended to use inverted grinding because ceramics is more sensitive to the impact generated during the cut in the room.
04 has parts
The tool feeding of the tool puts different requirements on the room lighting. During the reverse milling process, it should be able to withstand lifting forces. During the right milling process, it should be able to resist strength.
05 front grinding comparison table and reverse milling

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















