Research on Precision Forging Technology of Connecting Rods
“Precision forging” is the abbreviation of “precision forging”, “precision forging”, “precision forging” or “precision forging”. “Precision forging” involves making high-precision forgings without or only a small amount of cutting processing (i.e. small forgings) There is no machining allowance, the precision is close to or reaches the precision of the workpiece) and there are no quality defects or hidden danger requirements, as well as the close, clean and precise forging forming technology which precisely controls the process forging from input to output (including all process technology elements).
The connecting rod is one of the key structural elements of the drone. If the connecting rod fails or is damaged, it will directly lead to drone system failure or serious accident. Therefore, connecting rod parts must have high quality, high speed, high reliability and high safety. At the same time, only through the “forming and modification” forging process can the shape, size, quality and performance of the connecting rod parts be guaranteed. technical requirements.
According to the national standard GB/T 12362-2016 “Steel forging tolerances and machining tolerances”: according to forging weight, material coefficient, shape, size, complexity coefficient, offset quantity, residual flash and geometric tolerance and other technologies. According to the requirements, the dimensional tolerance of precision grade connecting rod forgings is -0.5~0.9mm, but the dimensional tolerance of most connecting rod forgings is ±0.3mm and the precision dimensional is significantly greater than that of GB/T. Precision grade in 12362-2016 (actually ultra-precision grade forgings). The main equipment for connecting rod stamping includes: stamping hammer, hot stamping press or electric screw press, etc. Obviously, regarding the common and key technical issues related to how to achieve precision forging of connecting rods, the effect of precision forging of connecting rods on hot stamping presses and screw presses is better, while the effect of precision forging of connecting rods on forging of connecting rods is better. hammers are better. So the worst. Therefore, it is more difficult to achieve precision forging of connecting rods on a drop forging hammer.
1. Traditional connecting rod forging method
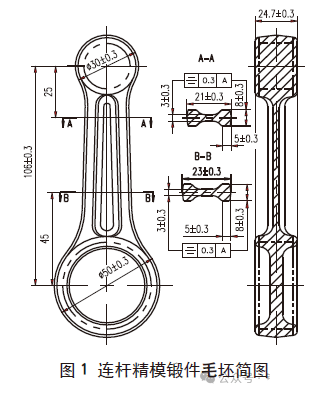
Connecting Rod Forgings (Figure 1) There are mainly the following five traditional forging methods.
⑴ Extrusion and hot rolling blank manufacturing → hot forging (final forging) → thermal correction (or simultaneous hot cutting and thermal correction), the specific steps are as follows.
Step 1: Rolling the connecting rod blank heated to the initial forging temperature on a free forging hammer, roller forging machine or other types of forging equipment to obtain the hot rolling extrusion blank required from the connecting rod.
Step 2: Use the connecting rod hot forging die to extrude the hot blank into the die chamber of the connecting rod forging die (final forging) on a forging hammer, hot forging press or press. electric screw press. .
Step 3: Cut the semi-finished forgings with a burr on a mechanical press or hydraulic press, then press the connecting rod forging die or special heat correction die into the die chamber of the connecting rod forging die or the special thermal correction matrix. Independent thermal correction is carried out during the process (or semi-finished forgings with flash edges are simultaneously cut and thermally corrected on the trimming press relying on the trimming and correction dies).
⑵ Blank manufacturing by extrusion and hot rolling → hot stamping (pre-forging and final forging) → thermal correction (or simultaneous hot cutting and thermal correction), the specific steps are as follows.
Step 1: Rolling the connecting rod blank heated to the initial forging temperature on a free forging hammer, roller forging machine or other types of forging equipment to obtain the hot rolling extrusion blank required from the connecting rod.
Step 2: Use the connecting rod hot forging die to roll and extrude the hot blank onto the connecting rod forging die (pre-forging and final forging) on equipment such as forging hammer, press hot forging or an electric screw press Hot forging (pre-forging and final forging) is carried out in the chamber respectively.
Step 3: Cut the semi-finished forgings with a burr on a mechanical press or hydraulic press, then press the connecting rod forging die or special heat correction die into the die chamber of the connecting rod forging die or the independent special thermal correction matrix. thermal correction is carried out during the process (or semi-finished forgings with flash edges are simultaneously cut and thermally corrected on the trimming press relying on the trimming and correction dies).
⑶Hot forging (drawing, rolling extrusion and final forging) → thermal correction (or simultaneous hot cutting and thermal correction), the specific steps are as follows.
Step 1: The connecting rod blank heated to the initial forging temperature is placed into the connecting rod forging die (drawing, rolling and finalizing) by relying on the connecting rod hot forging die on equipment such as a stamping hammer, hot stamping press or electric screw press) Hot stamping (drawing, rolling extrusion and final forging) is carried out in the die chamber.
Step 2: Cut the semi-finished forgings with a burr on a mechanical press or hydraulic press, then press the connecting rod forging die or special heat correction die into the die chamber of the connecting rod forging die or the special thermal correction matrix. Independent thermal correction is carried out during the process (or semi-finished forgings with flash edges are simultaneously cut and thermally corrected on the trimming press relying on the trimming and correction dies).
⑷ Hot forging (stamping, pre-forging and final forging) → thermal correction (or simultaneous hot cutting and thermal correction), the specific steps are as follows.
Step 1: The connecting rod blank heated to the initial forging temperature is placed into the connecting rod forging die (drawing, pre-forging and final forging) on equipment such as die-forging hammer, die-forging press. hot or an electric screw press. Forging) Hot forging (drawing, pre-forging and final forging) is carried out separately in the die chamber.
Step 2: Cut the semi-finished forgings with a burr on a mechanical press or hydraulic press, then press the connecting rod forging die or special heat correction die into the die chamber of the connecting rod forging die or the special thermal correction matrix. Independent thermal correction is carried out during the process (or semi-finished forgings with flash edges are simultaneously cut and thermally corrected on the trimming press relying on the trimming and correction dies).
⑸Hot forging (drawing, rolling extrusion, pre-forging and final forging) → thermal correction (or hot edge and thermal correction combined), the specific steps are as follows.
Step 1: The connecting rod blank heated to the initial forging temperature is placed into the connecting rod forging die (drawing, rolling, preforming, etc.). Hot forging (drawing, rolling, extrusion, pre-forging and final forging) is carried out in the die chamber.
Step 2: Cut the semi-finished forgings with a burr on a mechanical press or hydraulic press, then press the connecting rod forging die or special heat correction die into the die chamber of the connecting rod forging die or the special thermal correction matrix. Independent thermal correction is carried out during the process (or semi-finished forgings with flash edges are simultaneously cut and thermally corrected on the trimming press relying on the trimming and correction dies).
Thorough consideration is given to key elements of the process such as material quality, shape and complexity, heating conditions and methods, process and methods, equipment types and features, design and manufacturing of forging dies, forging operations and cooling methods in the forming of connecting rods, regardless of the use of none of the above five traditional forging methods can effectively solve the unique technical problems of poor quality, low precision, low product rate qualified and low life of connecting rod forgings, especially the precision forging of the connecting rod on the Forging hammer forming is even more difficult and challenging.
2. Precision forging method of connecting rods
2.1 Precision forging process of connecting rods
Precision forging process of connecting rod refers to the organic combination, compound, integrated or synergistic precision forging process of “hot forging + precision hot pressing” of connecting rod, which mainly includes “hot forging” hot (drawing, final forging and precision forging) → hot process “Precision forging (calibration and stamping)” (for its basic technical content, please refer to the Chinese invention patent: ZL 2010 1 0608708.7 “Engine connecting rod precision forging process”). Process 1: The connecting rod blank heated to the initial forging temperature is hot forged (drawing, final forging and precision forging) in the drawing, final forging and precision forging dies on the forging hammer and the precision forging die of the connecting rod after forming. , semi-finished precision forgings with flash edges are then cut and trimmed using the edge cutting die on the edge cutting press to obtain connecting rods that do not fully meet the final technical requirements required in shape, size, precision, quality and performance. -finished precision forgings.
Process 2: The semi-finished precision forging parts with the final forging temperature after edge cutting are hot pressed (corrected and struck) in the hot precision die chamber of the connecting rod precision forging die to obtain the required final shape, size, forged with precision. connecting rod forgings that meet technical requirements for precision, quality and performance.
2.2 Connecting rod precision forging die
The connecting rod precision forging die (Figure 2) mainly includes: Ⅰ final forging die chamber 1, Ⅱ precision forging die chamber 2, Ⅲ hot stamping die chamber (correction and striking) 3, chamber elongated die chamber 4, right angle guide lock 5, burr groove 6 of the first final forging die chamber and burr groove 7 of the second precision forging die chamber.

The connection position relationship of each component of the connecting rod precision forging die is as follows:
The seven parts of the overall structure of the connecting rod precision forging die are both independent structures and a combination structure of related organ systems.
The first final forging die chamber 1 (the shape and size of the die chamber are shown as BB in Figure 2), the second precision forging die chamber 2 (the shape and size of the die chamber die are represented by CC in Figure 2), and the third hot stamping (correction and stamping) mold chamber 3 (the shape and size of the mold chamber are represented by DD in Figure 2), these three mold chambers are arranged vertically to exit the mold chamber 4 (shape and size); of the mold chamber As shown AA in Figure 2) The forging die guide locks 5 are arranged diagonally longitudinally; the first final forging die chamber flash groove 6 (the flash groove The cross-sectional shape and size (shown as 5 in Figure 2) are distributed around the first final forging die chamber 1; burr grooves 7 of the second precision forging die chamber are distributed around the second precision forging die chamber 2 around the third hot stamping die cavity (correction and); strike) 3 does not have a burr groove The first final forging die chamber 1, the second precision forging die chamber 2, the third hot stamping die chamber (correction and strike) 3, the first. Final forging die chamber flash groove 6 and the second precision forging chamber flash slot 7 is a key part of the precision forging die of the engine connecting rod.
The main similarities and differences between the shape and size of the first final forging die chamber, the second precision forging die chamber and the third hot stamping (correction and striking) die chamber of the die Precision forging of connecting rod and the drawing of the forging blank are as follows.
⑴According to the shape and size characteristics of the forged connecting rod, the shape of the final first forging die chamber is the same as the shape of the forging blank and the depth of the die cavity at both ends of the first final forging die chamber is the same as the height of the forging blank corresponding to this part. However, the depth of the I-shape in the middle of the final chamber of the forging die is designed according to the overpressure compensation method); the length dimensions in the horizontal direction, such as the center distance length and the width of the I-shape, are designed according to the reverse deformation method and the sequential forming method; to avoid insufficient forging and reducing the number of forging strikes also increases the reliability of the first final forging;
⑵The shape of the second precision forging die chamber is the same as the shape of the final first forging die chamber. The size of the second precision forging die chamber is different from the size of the final first forging die chamber, except for punching and skin. depth of the large diameter part of the forging, all other dimensions are the same; The punching and skin depths of the second precision forging die chamber and the first final forging die chamber are designed to be different according to the anti-deformation process and the sequential forming process, which can reduce the impact force and the number of strikes of the second precision. forging, and at the same time increase the impact of the second correction of precision forging and the reliability of precision forging.
⑶ The shape of the third hot stamping die chamber (correction and striking) is the same as the shape of the second precision forging die chamber, and the size of the third hot stamping die chamber (correction and strike) is the same as the size of the second precision forging die chamber. The difference is as follows: the depth of the die cavity and the depth of the I-shaped ribs at both ends of the die cavity are designed to be different according to the reverse deformation method and the sequential forming method. to reduce hot pressing (correction and strike) The blowing force and number of strokes are increased, and the reliability of hot pressing forming (correction and strike) is increased.
The working steps of each component of the connecting rod precision forging die are as follows.
Step 1: Draw the reasonably selected and heated billet into the drawing die chamber 4 to complete the drawing process of the forging billet.
Step 2: Place the stretched blank into the first final forging die chamber 1. The first final forging die chamber 1 (or the first final forging process) has finished forging (the forging is surrounded by the first forging The final forging flash flows into the burr groove 6 of the first final forging die chamber) to complete the first final forging process.
Step 3: After the first final forging process, the forgings formed in the first final forging die chamber (or the first final forging process) are turned over and placed in the second precision forging die chamber 2 to correct forgings and precision forging. (the forging is surrounded by the final first forging and the second precision forging which flows into the second precision forging chamber, flash groove 7. (flash of the forging inside) to complete the second process precision forging.
Step 4: Place the forging after the second precision forging and remove the burr in the third hot stamping die chamber (correction and strike) 3 for hot stamping (correction and strike) to complete the third hot stamping (calibration and fine pressing). process.
2.3 Effects obtained by precision forging of connecting rods
The precision forging process “hot forging (drawing, final forging and precision forging) → hot edge → hot precision pressing (correction and precision pressing)” of the connecting rod has the remarkable characteristics of “high quality, high efficiency and low consumption. The precision forging mold has the remarkable characteristics of “high compactness, light weight, short process, multi-function, long life, high efficiency and low cost” by using the precision forging process of the connecting rod and relying on the precision forging mold of the connecting rod can be used; on the forging hammer Carrying out precision forging of connecting rods effectively solves the unique technical problems of “poor quality, low precision, low qualified product rate and low life of forging dies” in forging of connecting rods.
3. Conclusion
⑴ Connecting rod precision forging technology can achieve high-precision connecting rod forgings without requiring or requiring only a small amount of cutting processing (that is, connecting rod forgings do not have no machining allowance and the precision is close to or reaches the precision of the parts) and have no quality defects or hidden danger requirements, as well as the forging process from entry to exit (including all technological elements of the process) The essence of clean, precisely controlled precision forging forming technology is the organic, combined, integrated or synergistic composite connecting rod precision forging forming technology of “forging hot + precision hot pressing”.
⑵The connecting rod precision forging process has the remarkable characteristics of “high quality, high efficiency and low consumption”, and the connecting rod precision forging mold has the remarkable characteristics of “high compactness, light weight, short process, multi-function, long lifetime “. , high efficiency and low cost” Features: It greatly expands the functions and scope of traditional forging processes, forging dies and forging hammers. Precision forging of connecting rods is achieved on forging hammers. The technology of Precision forging connecting rods can replace traditional forging connecting rod forming technology.
⑶ Connecting rod precision forging technology effectively solves the unique technical problems such as poor connecting rod forging quality, low precision, low qualified product rate and low forging die life, and meets the requirements shape, size, precision and quality of precision forgings of connecting rods. and consistency of performance In accordance with good technical requirements, the precision of connecting rod forging reaches the GB/T 12362-2016 precision level, the success rate of precision forging reaches more than 98%, and the service life of the die precision forging reaches more than 8,000 parts.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















