01
Preface
With the rise of domestic high-end manufacturing, in order to meet the individual needs of customers, the manufacturing precision of heavy and large complex parts is increasingly higher, which also imposes higher requirements on machines- composite vertical turning and milling tools. machining centers appeared at a historic moment. This article takes the Siemens 828D system as an example to introduce the programming methods and application examples of functions such as CYCLE800, end face conversion and cylindrical face conversion on the machining center composed of turning and vertical milling.
02
Advantages of Siemens CNC systems
The Siemens 828D offers convenient human-machine interactive programming. There is no need to memorize a large number of G codes to process part programs. It also has various conversion functions. It can be programmed conveniently and efficiently with corresponding conversion instructions.[1]. For example, CYCLE800 is a very practical plane rotation function. Using the right Cartesian coordinate system, it is easy to achieve plane rotation of the coordinate system. After the coordinate system is rotated, the Siemens module function can be used for plane milling. , cavity milling, polygonal boss milling and groove milling, thread milling and engraving milling, which can greatly reduce the difficulty of programming and shorten the program time.[2,3]. Common instructions for vertical turning and milling are as follows.
SETMS(n); n represents the spindle axis number switched to the main spindle
SETMS; main pin reset
TRACYL(d); cylindrical conversion begins, where d is the diameter of the cylindrical part.
TRAFOOF; the conversion is complete
CYCLE800(); Plane rotation
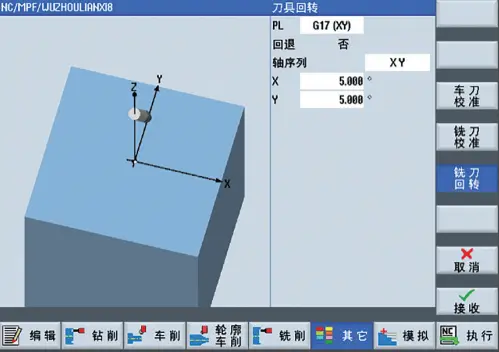
Taking CYCLE800 as an example, CYCLE800 can realize cutter positioning and rotation plane. The positioning of the cutter corresponds to the direction of the pivoting tool axis, without changing the direction of the workpiece coordinate system. The rotation of the tool is shown in Figure 1. The rotation plane (see Figure 2) is the oscillation processing plane and the direction of the tool axis. It can realize the static plane conversion of the system frame and set the rotation work plane in space on the 5-axis machine tool. 2D or 3D operations and processing can be carried out on this work surface. The two rotary axes participating in the conversion only perform positioning. The way the linear axis moves during processing is called 3+2 axis positioning processing, which can transfer the workpiece coordinate system to the currently required processing through the method of translation → rotation → translation again. On the inclined spatial surface, the transformation of the spatial coordinate system is performed, thereby positioning the actual normal of the rotation axis to the programming plane.
Figure 1 Tool rotation

Figure 2 Rotation plan
The cutter positioning of the CYCLE800 has a corresponding module. Simply enter the angle to turn to complete the programming. The way to judge and adjust the CYCLE800 is to use the Cartesian ruler of the right hand to determine the positive directions of the X, Y and Z axes: extend the thumb, index and middle fingers of the right hand in a vertical shape , the thumb corresponds to the positive direction of the right, do ; a fist with the other four fingers, and point the thumb in the positive direction of the axis. The direction in which the other four fingers are bent is the positive direction of the plane of rotation, and vice versa is the negative direction.
03
Composite programming method in vertical turning and milling
Taking the workpiece in Figure 3 as an example, the composite programming method of vertical turning and milling is introduced. This part uses the CYCLE800 cutter positioning and rotary plane functions of the compound turn-mill machine tool, combined with Siemens’ unique modular programming for plane milling, contour milling and cavity processing. Finally, TRACYL cylindrical conversion processing is used to engrave letters on. the outer circle of the room.

Figure 3 Parts model
The first step is to treat the inclined surface. As shown in Figure 4, use the CYCLE800 rotating plane function to process the inclined surface at a certain angle. First select the required tool, No. 34 is φ4mm end mill, then start the second milling axis, the axis parameter is forward rotation, the rotation speed is 1000 rpm, CYCLE800 moves the center coordinate of the workpiece 20.556 mm in the positive direction, and the Y axis rotates 60°, then move the coordinate system rotated -30 mm towards the Y axis. Then use the module to mill the plane, and the system automatically converts to milling the inclined plane at 60°. The specific procedures are as follows.
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,”MAIN2″,100000,57,20.556,0,0,0,60,0,0,-30,0,-1,100,1)
CYCLE61(100,12,10,0,0,0,32,55,2,70,1,90,31,0,1,1010)
CYCLE61(100,1,10,0,0,0,32,55,0,5,20,0,90,31,0,1,1010)

Figure 4 Bevel treatment
The second step is to dig a through groove on the treated slope, and then dig a square groove in the middle of the groove. As shown in Figure 5, use the CYCLE800 cutter to position and rotate the plane and dig grooves on the inclined surface. Based on the inclined plane, the ROT Z axis coordinate system rotates 90°. Use contour milling, rough machining and through-groove finishing. After retraction, the Z axis coordinate system is restored to 0°, and a square groove is machined in the middle of the through groove. The specific procedures are as follows.
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,“MAIN2”,101.54,,,,15,0,,,,,,100,1)
CYCLE800(0,”MAIN2″,100000,57,20.556,0,0,0.60,
0.16,0.0,-1.100.1)
ROT Z=90
CYCLE62(“CE1”,1,,)
CYCLE63(“QWE”,11,10,0,1,-4,100,0.1,40,1,0.1,0.1,
0,0,0,1,1,15,1,2,””,1,,0,101,111)
CYCLE63(“WE”,13,10,0,1,-4,100,0.1,40,1,0.1,0.01,
0,0,0,1,1,15,1,2,””,1,,0,101,111)
G0X150
ROT Z=0
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,
0,21,70,8,3,15,2,2,0,1,2,11100,11,111)
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,
0,22,70,8,3,15,2,2,0,1,2,11100,11,111)
The contour milling procedure is as follows.
E_LAB_A_CE1: ;#SM Z:18
G19 G90 DIAMOF;*GP*
G0 Y-28.32 Z11 ;*GP*
G3 Y28.32 J=AC(0) K=AC(56.978);*GP*
G1 Z3 ;*GP*
G2 Y-28.32 J=AC(0) K=AC(58.154);*GP*
G1 Z11 ;*GP*
E_LAB_E_CE1:

Figure 5 Inclined trench
The third step consists of digging a rectangular cavity on the machined slope. As shown in Figure 6, use the SPOS pin for positioning, change the angle, and use the CYCLE800 milling cutter to position and rotate the plane, and dig out a rectangular cavity on the inclined surface. First use the spindle positioning function to rotate the spindle 240°, repeat the first step to process the bevel, and then change the ball end mill to process the rectangular cavity. The specific procedure is as follows.
CYCLE800()
SETMS
M1=3 S1=50
SPOS=240
SETMS(2)
T34D1M6
M2=3 S2=1500
CYCLE800(0,”MAIN2″,100000,57,20.556,0,0,
0.60,0.16,0.0,-1.100.1)
CYCLE61(100,12,10,0,-20,-30,17,50.5,2,70,1,90,31,
0.1.1010)
CYCLE61(100,1,10,0,-20,-30,17,50.5,2,20,0,90,31,
0.1.1010)
G0Z150
T29D1M6
M2=3 S2=1500
CYCLE800(0,“MAIN2”,101.54,,,,60,0,,,,,,100,1)
POCKET3(100,0,10,-6,24,14,5,0,0,90,1,0.1,0.1,80,
0,1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,-5.5,10,-6,24,14,5,0,0,90,0.5,0.1,0.1,
80,0,1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
G0X200

Figure 6 Digging a rectangular cavity on an inclined plane
The fourth step is to use the Siemens Multi-Island Profile Milling feature to mill the top of the part (see Figure 7). Before starting to mill the top, first cancel the rotation of the coordinate system, cancel the tool positioning angle, and place the milling cutter perpendicular to the workpiece for processing. To use the multi-island contour milling feature, first create a large contour, then create the center contour. When calling the outline, be sure to call the large outline first, then call the center circle outline. Then use cavity milling. in the contour milling function to finish the part. For top processing, a rectangular cavity is finally machined on the top of the part. The specific procedure is as follows.
CYCLE800()
CYCLE800(0,“MAIN2”,101.54,,,,0,0,,,,,,100,1))
T34D1M6
M2=3 S2=1500
G0Z200
CYCLE62(“DINGMIANHUABAN”,1,,)
CYCLE62(“ZHONGXINYUAN”,1,,)
CYCLE63(“QWE”,1011,100,0,10,-10,100,0.1,55,1,
0,5,0,5,0,0,0,1,1,15,1,2,””,1,,0,101,111)
CYCLE63(“QWE”,1013,100,0,10,-10,100,0.1,30,1,
0.1,0.1,0,0,0,1,1,15,1,2,””,1,,0,101,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,
0,21,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,
0,22,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,
24,40,8,3,15,1,1,0,1,2,11100,11,111)
G0Z200
X200
DINGMIANHUABAN outline:
E_LAB_A_STANDING: ;#SM Z:4
G17 G90 DIAMOF;*GP*
G0 X1.103 Y17.465 ;*GP*
G3 X5.747 Y19.955 I=AC(1.417) J=AC(22.455)
G1 X7.1 Y22.298 ;*GP*
G2 X15.76 Y17.298 I=AC(11.447) J=AC(19.827);*GP*
G1 X14.407 Y14.955 ;*GP*
G3 X14.574 Y9.687 I=AC(18.737) J=AC(12.456)
G2 Y-9.687 I=AC(-0) J=AC(0);*GP*
G3 X14.407 Y-14.955 I=AC(18.737) J=AC(-12.456);*GP*
G1 X15.76 Y-17.298 ;*GP*
G2 X7.1 Y-22.298 I=AC(11.413) J=AC(-19.769);*GP*
G1 X5.747 Y-19.955 ;*GP*
G3 X1.103 Y-17.465 I=AC(1.417) J=AC(-22.455);*GP*
G2 X-15.676 Y-7.777 I=AC(.001) J=AC(0);*GP*
G3 X-20.155 Y-5 I=AC(-20.155) J=AC(-10);*GP*
G1 X-22.861 ;*GP*
G2 Y5 I=AC(-22.861) J=AC(0);*GP*
G1 X-20.155 ;*GP*
G3 X-15,676 Y7,777 I=AC(-20,155) J=AC(10);*GP*
G2 X1.103 Y17.465 I=AC(.001) J=AC(-0);*GP*
E_LAB_E_DINGMIANHUABAN:
ZHONGXINYUAN outline:
E_LAB_A_ZHONGXINYUAN : ;#SM Z:8
G17 G90 DIAMOF;*GP*
G0 X11 Y0 ;*GP*
G3 I=AC(0) J=AC(0);*GP*
E_LAB_E_ZHONGXINYUAN:

Figure 7 Top milling
The fifth step is to use the Siemens engraving and milling function to engrave and mill the parts onto the cylindrical surface (see Figure 8). Select tool No. 13, adjust the position of the tool so that the cutter is perpendicular to the cylinder of the workpiece; start the second spindle, set the number of revolutions and feed; use the Siemens TRACYL cylinder conversion function, call the engraving and milling module and set the parts to be engraved in the Text and Character Height module; cancel the cylindrical conversion once processing is complete. The specific procedures are as follows.
T13D1M6
CYCLE800(0,”MAIN2″,101.54,,,,90,0,,,,,,100,1)
SETMS(2)
M2=3 S2=1000 F80
TRACYL(70)
CYCLE60(“SINUMERIC”,70,35,1,,1,52,-10,0,0,0,6,3,1,
20.20020000.1252.0.100.13.1)
TRAFOOF
G0X200

Figure 8 Cylinder engraving
04
Conclusion
For larger parts requiring both vertical turning and milling, using the Siemens CYCLE800 CNC system, end face conversion and cylindrical conversion functions on the compound turning and milling machining center , combined with modular programming, can significantly reduce the workload of programmers. conducive to improving production efficiency, reducing the number of clamping times, and ultimately improving the overall precision of workpiece machining.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















