The structure of the padding is in 3D It plays an essential role in printing and allows precise control of the internal structure of the printed part. Unlike traditional manufacturing methods such as injection molding or subtractive manufacturing,3D Printing can create complex infill patterns and adjustable infill density. Filling means 3D Print the internal structure of a part, providing support, strength and rigidity while affecting the weight and physical properties of the part. The generation of the load is done using a cutting program which will3D The model is converted to 3D Printer instructions.
Learn more about filling 3D After the importance of printing, it is important to realize that learning infill design presents some challenges for beginners. These challenges include understanding various designs, selecting appropriate infill densities, designing sheet supports, minimizing defects, optimizing print settings, and gaining hands-on experience. By delving deeper into these intricacies, we can develop the skills necessary to overcome these challenges and achieve optimal filling results.

What is the filling density?
Infill density refers to the density inside the printed part“fill level”, usually specified as 0% arrive 100% percentage between. Lower density creates more hollow parts, which reduces weight and material consumption, but can sacrifice strength. On the other hand, higher density creates a solid interior, which increases the weight and strength of the part. The choice of infill density depends on the specific requirements of the print. For standard printing not requiring any particular resistance, the recommended density is 15-50%. This range balances printing time, material consumption and intensity. For functional prints requiring additional strength, it is recommended that the infill density be greater than 50%the highest is 100%. However, higher densities increase printing time and material consumption.
For statues and models used solely for exhibition purposes,0-15% The filling density is sufficient. This results in faster printing and less material consumption, while sacrificing some strength. Print TPU When using flexible materials, any density can be used, but higher densities will result in less flexibility in the final product.

△Filling with different densities (photo source:Triplaxia)
explore 3D Printed fill patterns and applications
Besides infill density, pattern selection also affects the characteristics of the printed part. Different cutting programs offer a variety of designs, from simple lines to complex geometric shapes. Each design has its own characteristics that affect strength, printing time, weight and flexibility.
1. Stripe filling (Lines)
The striped pattern consists of lines printed in a single direction, providing two-dimensional intensity. It is suitable for rapid printing, consumes less material and is relatively lightweight.
2. Honeycomb filling (Honeycomb)
The honeycomb pattern creates a visually appealing structure that resembles a honeycomb. It has medium strength and is suitable for semi-fast printing while saving material. When weight reduction is a priority, cellular fill is often preferred, making it suitable for aerospace or lightweight applications.
3. Filling the grid (Grid)
Similar to lines, the grid pattern consists of two-dimensional lines printed on each layer, providing two-dimensional resistance. It offers a balance between strength, material usage and printing time. Grid infill is versatile and is generally used where a moderate level of structural support is required.
4. Triangular filling (Triangles)
Triangle patterns feature overlapping triangular lines, XY Provides two-dimensional resistance in the plane. Suitable for prints requiring strength.
5. Three hexagons (Tri-hexagon)
This model is inXYLines from three directions are combined on a flat surface to form a hexagonal pattern with a triangle in the middle. It has two-dimensional strength and is suitable for stronger prints.
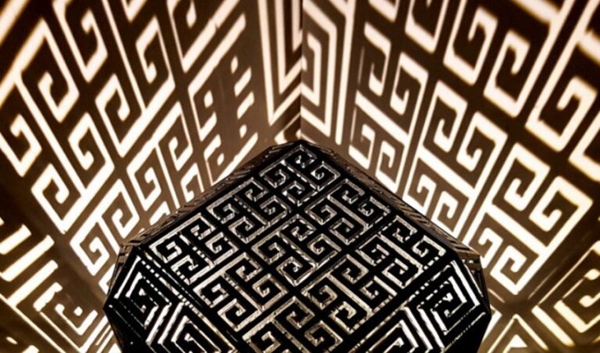
6. Cubes (Cubic)
The cube pattern consists of a circle surrounded byXAxis andYesaxis tilt45Stacked cubes look like a triangle. It has excellent three-dimensional resistance.
7. Octagon (Octet)
The figure eight pattern is similar to the cube pattern, but with squares instead of triangles. It has three-dimensional strength and visual appeal.
8. Spiral (Gyroid)
The spiral pattern has a visual impact and is characterized by the intersection of irregular concave arcs. It balances strength, material usage and printing time. Where structural integrity is required, spiral infill is advantageous as it increases load-bearing capacity and reduces the risk of delamination.

△Image source:B&C Digital Manufacturing Solutions
When choosing the appropriate infill pattern, it is important to consider each pattern’s unique benefits in terms of strength, weight, print time, flexibility and buoyancy. Standard prints often benefit from grid or triangle designs, while functional prints can benefit from patterns such as cubes, spirals, or bytes. Infill patterns such as spirals or concentrics are ideal for objects requiring high strength or load-bearing capacity, providing improved structural integrity. Honeycomb filling, on the other hand, excels in weight reduction, providing efficient use of materials and lightweight properties. Line patterns are often used in statue and model printing to speed up the printing process, while concentric patterns excel in flexible printing, providing strength with minimal material consumption.
Ultimaker Flash fill: the intuitive approach
flash fill (Lightning Fill) is a new filling option, the first intelligent filling integrated into a slicer, likeUltimaker CuraProvides an open source option that dynamically generates internal supports based on model geometry, providing3DPrinting introduces a unique approach. Different from the traditional model,lightning fillBy maintaining a partially hollow structure, filament usage and printing time are reduced, while the top of the model is mainly reinforced. Although the Lightning infill pattern is not designed for strength or lift applications, it offers significant benefits in filament efficiency and rapid prototyping for decorative or visually appealing prints. While other fill modes are recommended for functional or load-bearing parts, Lightning fill mode is valuable when reduced material consumption and faster print speeds are a priority.

△Lightning filling demonstration (photo source:Ultimaker)
release 3D Print strength, versatility and precision
When it comes to additive manufacturing, filling is essential for making structurally sound parts. Not only does it improve the physical properties of the part, but it also provides support and connection between complex shaped print areas. While it is possible to print simple shapes with no or reduced infill, this is often necessary for standard and functional parts. It ensures the solidity, structure and weight distribution of the printed object.
In order to achieve a uniform finish and to avoid visible marks on the surface of the model due to filling, several adjustments can be made. Wall thickness is a key factor, as thin walls can cause marks, especially in the upper areas of the model. Increasing wall thickness or the number of top and bottom layers can help alleviate this problem. The overlap percentage determines the amount of infill printed around the perimeter of the model, thereby affecting the strength of the wall. Adjusting the overlap can reduce markings and the optimal value is 10% about. Print commands, especially with the Wall Front Infill option enabled, can improve the surface quality of overhangs, but may leave small marks on the sides of the part.
Understanding the relationship between infill density, infill pattern, and other printing parameters allows 3D Printing enthusiasts and professionals optimize their prints based on specific requirements. By carefully choosing the appropriate fill settings, you can 3D Achieve desired strength, weight, structure, and other properties in printed parts.
Source: Antarctic Bear
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















