Taking the high-quality mirror-finished roller body as an example, a wet belt polishing machine is used to focus on polishing the roller surface before electroplating to reduce shadows and ensure roughness requirements. of the surface. After electroplating, through grinding with abrasive belts of different meshes, a roller body with stable coating thickness and mirror effect can be obtained.
1 Preface
The ironing roller is one of the important parts of the ironing machine. The roller body is generally made of low carbon steel seamless pipes. In order to give the fabric surface a high shine, the surface of the roller body requires hard chrome plating. The surface roughness value Ra = 0.01 ~ 0.025 μm is required. the mirror effect is obtained after polishing.[1]. General processing methods include mechanical polishing, electrolytic polishing, etc. Our company uses abrasive belt mechanical polishing method for the roller body with an outer diameter of 415 mm to obtain a mirror roller body with a surface roughness value of R a = 0.02 μm. During processing, it was found that the quality of coarse polishing before electroplating has an important influence on fine polishing after electroplating. By controlling the quality of coarse polishing, mirror polishing effect with high quality hard chrome layer can be achieved.
2 Analysis of roller body processing problems
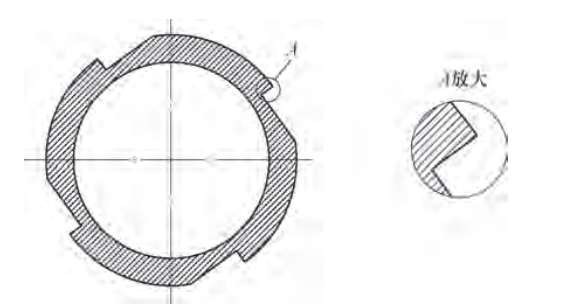
The roller body is shown in Figure 1, using 20# seamless steel pipe. Since there is an A-shaped edge on the surface of the roller body, its function is to beat and comb the rough surface of the fabric, so that the edge cannot be pressed during processing, and it is also necessary to s ensure there is no rounding. edges during grinding. At the same time, during the polishing process of the abrasive belt, due to the existence of ribs, the polishing head is in an intermittent polishing state. Therefore, shadows of the abrasive belt often appear during the surface change process, especially during rough polishing, which will appear. on the surface of the roller body. Continuous shading of different shades. Because if the surface roughness cannot be guaranteed before electroplating, it will be difficult to process to achieve mirror effect after being coated with high hardness chrome plating layer, the shading process before electroplating is therefore crucial.
Figure 1 Roller body cross section
3 Process analysis
The process after grinding the roller body is: grinding → coarse polishing → electroplating → fine polishing → further processing.
After the roller body is ground, the surface roughness value reaches Ra = 0.8 μm, and the processing marks are slightly visible on the surface. The actual surface of the roller body after polishing is shown in Figure 2.

Figure 2 Actual shot of roller surface after polishing
The polishing machine tool is modified from CW6180E horizontal lathe of Dalian Machine Tool Company. Polishing is shown in Figure 3.

Figure 3 Polishing scheme
After the roller body is fixed and debugged on the polishing machine, the roller surface should be cleaned to prevent the grinding wheel particles from adhering to the roller surface, otherwise it may affect the final mirror effect. The processing parameters of the polishing machine are: roller speed 126 rpm, feed quantity 0.26 mm/r, and head oscillation frequency 12 ~ 18 Hz.
Adjust the oscillation frequency of the head according to the mesh number of the abrasive belt. The specific process of coarse polishing → electroplating → fine polishing is shown in Table 1. When polishing, the surface of the abrasive belt reciprocates in the axial direction perpendicular to the surface of the roller. After polishing twice with the 250 grit abrasive belt, the surface of the roller will have a continuous shadow distributed radially. dark shiny surface, darker than before. There are obvious differences in the ground roller body. This type of shading is mainly due to the different sizes of sand grains on the surface of the abrasive belt.[2]the lower the number of meshes of the abrasive belt, the higher the non-uniformity of the particles and the more obvious the traces left on the surface of the roller during polishing, at the same time, the runout of the surface of the roller also presents a certain; impact on polishing. Runout affects the pressure of the abrasive belt on the surface of the roller, causing the depth of shading. For the special ironing roller body, the shading mainly exists near the edges. The intermittent contact between the abrasive belt and the roller surface will cause the grinding degree of the sand grains at the notch to be greater than that on the roller surface. At the same time, the roller body rotates. It is easy to make the edge into an arc edge, so it is very important to control the contact pressure between the abrasive belt and the roller surface. After polishing with 500 and 1000 mesh abrasive belts, the shading is refined when light shines on the surface of the roller, it is diffusely reflected by the shading. It must be observed in the direction of the light and compared to it. Standard surface roughness sample to determine if it is necessary to use a 1500 grit abrasive belt for polishing.
Table 1 Coarse polishing → electroplating → fine polishing process

After rough polishing, the surface roughness value Ra is guaranteed to be less than or equal to 0.1 µm, and the processing marks are virtually invisible on the surface. A 1,500-grit abrasive belt pattern is allowed in the light-facing direction. The actual surface of the roller body after rough polishing is shown in Figure 4.

Figure 4 Actual shooting of roller body surface after rough polishing
The actual surface of the roller body after electroplating is shown in Figure 5. The surface is glossy, but shading still exists. After on-site inspection and statistics, it was found that the surface roughness value before electroplating is directly proportional to the surface roughness value after electroplating, and the thickness of the coating also affects the surface roughness of the roller after electroplating.

Figure 5 Actual shooting of roller body surface after electroplating
The relationship between the roughness of the roller surface and the coating thickness before and after electroplating is shown in Table 2. It can be seen that increasing the coating thickness makes the roller surface rougher. According to the peak current effect, the current density is high at the maximum bulges of the microscopic irregularities of the workpiece substrate, and the electroplated metal ions are deposited there first, causing the coating to thicken rapidly to the maximum at as the electroplating time increases. , the coating becomes thicker and the surface becomes rougher[3]taking into account the economic cost and further processing, the coating thickness should be ≥80 μm.
Table 2 Statistics on the relationship between roller surface roughness and coating thickness before and after electroplating (unit: μm)

The electrolytic roller body is fixed on the polishing machine for final processing. Unlike the previous coarse polishing, the lower limit of the head oscillation frequency is selected during fine polishing, so as to allow the new abrasive belt to come into contact with the roller surface as much. as much as possible to improve the shadow removal rate. After polishing with abrasive belts of different mesh sizes, confirm the surface roughness of the roller before final glazing (surface roughness value Ra≤0.03 μm if not achieved, continue polishing with a 1500 grit abrasive belt). A 3000 grit polishing belt can essentially eliminate residual shadows. The finished roller body is shown in Figure 6.

Figure 6 Actual shot of finished surface of roller body
4 Conclusion
This item uses wet abrasive belt polishing machine to focus on processing the surface of the roller before electroplating. By controlling the quality of rough polishing, a high-quality hard chrome layer mirror polishing effect is obtained, and the following conclusions are drawn.
1) The lower the surface roughness value of the roller surface before electroplating, the lower the surface roughness value of the electroplated layer and the less shading in the subsequent fine polishing process, this which makes it easier to obtain a high quality mirror roller body. Abrasive belts of different mesh sizes can gradually refine the shading until it is virtually eliminated.
2) The roller body and the polishing belt rotate in opposite directions, which can improve grinding efficiency while protecting the edge notches.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















