Combined with successful examples of an improved design of cemented carbide drilling mold, the optimized design of the drilling teeth mold structure is introduced to improve efficiency, shorten the production cycle and reduce the cost of mold. By improving the internal structure of the training mold body, the original processing and training process is adjusted to the fine grinding process. The practical results show that the optimization and improvement of this mold shorten the production cycle of mold, improve the life of the mold and reduces the manufacturing cost, which is of great advice and a meaning of Reference for the design of similar molding molds with chamfer ring.
The operating drilling teeth must be assembled in the forest body, and the outer circle of the drilling teeth is interfered with the forest body, and the bottom of the drilling teeth is designed as a precise guide game during the process assembly. In recent years, mold units have more and more required for molds, which require not only a low cost, but also require shorter production cycles. In order to resolve the contradiction between the rapid development of the company and the high cost of mold and the long production cycle, technicians aim to shorten the production cycle and reduce production costs. mold and optimize the production process.
1
Introduction to the teeth to pierce for mining
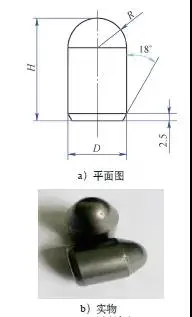
As shown in Figure 1, the lower end of the exterior circle of the product has an 18 ° guide cone, which is conducive to the smooth pressure of the drilling teeth in the body of the drilling bit and in cooperation closely with The forest, so that the drilling teeth will not be allowed to be under the high resistance working state which fled the borehole. The length of the drilling dental guide cone is 2.5 mm. The part of the guidance cone of the drilling dental product has the characteristics of the length of the small conier and the length of the short guide segment.
Figure 1 mining teeth
The cement carbide powder press of the drilling tooth product is completed by pressing the Dorst automatic press. Piece of descent and a piece of mold. The upper punch highlights the upper part of the crown of the product. If the tapered part of the product is highlighted by the sub-demôt, it will affect the lifespan of the lower punch and make the product of the product difficult during the sub-storage. The cavity inside the body of the mold. As Figure 2 shows, the mold treats part of the cone with small angle on the inner cavity. The mold polishing machine.
The cost of making mold from the above -mentioned processes is high and the mold production cycle is long. Thanks to a repeated analysis and research on the treatment and use of molds, we have crossed the traditional process and used a mold divided mold instead of the whole cavity of the mold: the cavity of the mold is divided into upper sections And lower, and the chamfered cone part is placed in the cavity of the lower mold. This structure can complete the machining process of the part of the cavity of the mold on the crusher without having to use CNC electric sparks and polishing machines, so it is not necessary to make the required electrodes for the ‘Electric spark equipment. When assembling the divided mold cavity, in order to avoid the insufficient cavity of the upper and lower mold during hot insertion due to the rebound, slow coolant at ambient temperature under the force External exterior are adopted after pressing, and the end of the empty knife is treated. The processing cycle of this production process is considerably shortened and the production cost is higher than half lower than the front.

Figure 2 before improving the drilling mold
2
Specific design ideas
The structure of the drilling mold determines the process route. To connect the split mold cavity.
(1) Analysis of the structure of the drilling mold. Pulse treatment.
To solve this problem, a divided mold structure was designed. The mold cavity can be treated using a precision crusher. The upper and lower mold cavity. Usually, the outer circle is treated at the same time, then cut into two parts, which facilitates control of the consistency of the external circle. At the same time, it is necessary to ensure the coaxiality of the interior and external circles of the upper and lower mold cavity, so that the cavity of the mold can be pressed in the body of the mold. This cavity treatment technology does not require treatment on electrical pulse equipment or polishing machines, or requires the production of electrodes used for the treatment of electrical pulses. Improving the implementation of this technical solution can shorten the production cycle of the 1/3 drilling teeth, and the treatment cost is only 1/2 of the original, which presents important economic advantages.

Figure 3 improved drilling mold
(2) Control of the cavity of the pressing mold in the body of the mold in order to improve the lifespan of the mold, the cavity of the mold uses a cemented carbide material. During the processing process, it is necessary to squeeze the cavity of the mold in the body of the mold. The pressing process uses thermal inserts: heat the mold to 200 ~ 250 ℃ and a constant temperature of 5 to 8 minutes. The cavity is placed directly in the mold without external pressure. However, when the mold cavity is combined with the upper and lower sections, the thermal insertion process will cause the end faces in contact with the upper and lower sections of the cavity of the mold to rebound at the external end when the Body of the mold cools and shrinks, causing the reduction of the upper and lower faces. To resolve this defect, the external force is applied during thermal insertion, that is to say that the mold is heated, the cavity of the alloy mold is inserted in the cavity of the alloy mold. Cavity of the mold. At the same time, the final surface structure of the alloy mold cavity is optimized, and the hollow section of the final surface surface is added to reduce the contact surface of the cavity of the upper and lower mold and the rebound force final surface is reduced. The space of the hollow knife with end can also store air which cannot be eliminated in time in the thermal insert. The space to the joint of the alloy mold cavity with the pressure thermal insert method is very low.
3
Conclusion
The optimized drill mold and the related treatment technology have two characteristics: ① The alloy mold in the inserted inside the drilling mold improves the structure of the components, considerably saving production costs and shortening the production cycle mold. ② Use the hot pressure inlays of the pressure type and add an empty knife part to the bond surface of the upper and lower mold cavity. When the steel mold cools and shrinks, pressure is applied to the two ends of the cavity of the upper and lower mold to control the vertical movement of the cavity of the mold at both ends, avoiding the edges of the burrue of the product of Drilling teeth pressed by the mold, and ensure uniform stress in the mold, improving the life of the mold.
It should be noted that: ① in order to ensure the accuracy of the mold, during the grinding of the upper and lower mold cavities, the coaxiality of the interior and external circles must be controlled. ② The consistency of the dimensions of the outer circle must be controlled. ③The consistency between the size of the inner hole of the cavity of the mold at the upper end and the chamfered end size of the cavity of the lower mold is the key to controlling the accuracy of the mold. In 2018, our company used this mold structure to produce more than 200 sets of drilling molds. Practice has proven that improved mold from drilling teeth has a low cost cost, a short cycle and a long service life, and is suitable to press and train drilling teeth with chamfered holes in the cavity of the mold .
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















