01
Preface
The parts of the author often have deep internal holes, holes and movements of the oil circuit, and quietly sealing holes, which require a high surface roughness in the hole, and must not have bright edges and excessive objects. However, the structure of the deep hole makes it extremely difficult for the lowest to remove the burrows and excess objects. This article introduces polished treatment technology according to product needs, and explores and optimizes its treatment parameters, thus solving production strangulation problems and improving production efficiency.
02
The abolition of the management of stretched treatment
Compression and improvement consist in using the compression medium to rub on several occasions the surface of the treatment surface under a certain pressure to reach the role of polishing or eliminating terrifying, also called the treatment of the grinking granular flow . During treatment, the parts are fixed in the luminaire and the hydraulic system leads to the piston to promote and press the environment.[1]Essence The pressure used in the treatment is generally 1 to 3MPA. The environment is generally composed of alumina or silicon carbide, and a certain amount of additives such as lubricants and plasticizers are added to ensure that the environment has good liquidity and treatment performance. Because the compression medium is a pair of elastic materials in the semi-current state, it is suitable for polishing and removing burrows from various complex surfaces such as various types of holes and types such as various types of pores and of types. The surface -based treatment value of the treatment can be reduced to 1/10 before treatment[2]。
03
Treatment of valve sleeves
3.1 Analysis of the structure of parts and content of the process
The structure of the valve box is illustrated in Figure 1. This type of parts is small and in the compression range of the polished machine. You must remove the connection pores and the pores require the inverted R0.2 mm. The inner diameter of the product is an image.
Figure 1 Fan definition part structure
3.2 Process process and effect
The compression sculpture machine adopts a single cycle mode, the pressure is 15 MPa and the processing time is 300s. Depending on the content of the treatment parts (30CRMNSI), the hardness and treatment process, select 120 # Silicon Abrasive[3]Essence The material of the material is made of aluminum alloy 2A12. On the basis of the abrasive capacity of compression and interior pores and the treatment time for processing products, the number of a folding product is 6. Once the treatment is finished, the size of the inner hole of the product is φ6.003 ~ φ6.015mm, φ6.002 ~ φ6.003 mm and φ6.000 ~ φ6.001mm. The cutting parts to detect the R0.2 mm of the cutting edge of the edge edge, which are all qualified. The room treatment effect is illustrated in Figure 3.

Figure 2 File of valve sleeves

Figure 3 Part processing effect
04
Treatment of cylindrical parts
4.1 Analysis of the structure of parts and content of the process
The cannon pieces are large, which is beyond the machine route. It is necessary to eliminate 25 square holes of oil filter of 1 mm × 1 mm and interior holes of the inner hole, and the electromatographic layer of the oil filter pores to prevent the installation of rubber circles.
4.2 Process process and effect
The size of the parts is large, which has exceeded the company’s existing machine treatment route. Put the parts on the lifting vehicle and use the high pressure tube to connect the grinding and the machine-tool light. The fiber of the pieces of the tube is illustrated in Figure 4, and the luminaire is defined. The compression car is a single cycle mode with a pressure of 18MPA and the processing time is 420s. Depending on the content of the processed product materials (15-5ph), the hardness and treatment process, select 120 # Silicon Abrasive and use endoscopes to observe its internal pores before and after pressing: the state before and after the game Parts is as shown in Figure 5, Figure 5, the figure, respectively 6 illustrated. The compression of shaving treatment removes the electromodonal layer of a cross hole and square hole.

Figure 4 Part of the tube parts

Figure 5 The condition before tightening the parts before treatment

Figure 6 The state after having pressed and treatment
05
Treatment of spiral sub-parts
5.1 Analysis of the structure of parts and content of the process
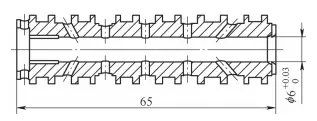
The structure of the spiral sub-parties is illustrated in Figure 7, which must be pressed to eliminate the pointed edge terrains and improve the quality of the surface. The file and processing of auxiliary spiral parts are illustrated in Figure 8. The envelope parts of the auxiliary files made in work must be processed.

Figure 7 Sub-part structure in a spiral

Figure 8 File and processing of spiral sub-parts
5.2 Process process and effect
The parts are steel parts and the compression machine adopts a unique mode and the system pressure is 20 MPa. 80 # boron carbide abrasive with higher hardness, grinding particles and grinding force. By tightening, the technical requirements of the product are met.
06
Conclusion
Once the room is in a hurry, it effectively eliminates excess links such as bright edges and interior holes which are difficult to reach the position of the position.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















