Our company is a professional manufacturer of high -end reducing rooms. The grinding cracks are distributed on gears with different modules and different numbers of teeth.
This article analyzes the cracks appearing on the failure of the gears, and conducts investigations and research on the technology of the heat treatment of gears, grinding parameters, coolant and grinding, thus formulating measures to Effective improvement to achieve quality prevention The aim of the recurs accident.
1. Find the cause of heat treatment
(1) The gears for the carburetor, slow cooling, secondary heating and soap -fours for thermal treatment
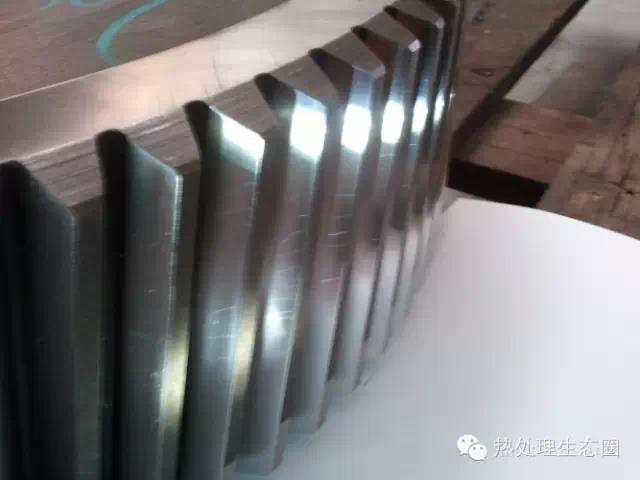
On the R800 Hofler Gear Grinder, the gears treated with a 5 mm module and 68 teeth treated with the well oven were crushed. No cracks in other parts of the equipment. The crack motif is illustrated in Figure 1.

Figure 1 Candle cracks on the surface of the right tooth
(2) Versatile furnace of the heat treatment box type to heat the carbureuring, extinguishing and solesy gears at the same time
Grinking the gears treated with several ovens and finding a large number of mesh grinding cracks on the surface of the right tooth of several adjacent teeth of the gear (see Figure 2), and there are no cracks in other parts of the gear.
The type box and box type oven are two different heat treatment equipment and different heat treatment methods, but cracks occur. Check the hardness of the high of the failure of the failure of the failure: the gears treated with well ovens are 59.5 hours, 60.0hrc and 60.5hrc; The technical requirements are 59 ~ 62hrc, and the hardness of the measured equipment meets the technical requirements.


Figure 2 Cow cracks on the surface of the right tooth
(3) Heat treatment has been increased from primary to secondary temperament
In order to reduce the impact of heat treatment stress on gear grinding, heat treatment, a temperature is changed in two temperatures. After the test, it was found that the gears that were temperate twice also had grinding cracks. This improvement has no significant effect on controlling the occurrence of grinding cracks.
(4) For gears with cracks on the surface of the tooth, perform microscopic tests from the heat treatment tissue
For gears with cracks, the samples are taken from the cracked teeth to check the depth of the infiltration layer and the metallographic structure. The results of the sample tests are as follows:
Surface of the left tooth: 20% to 25% of residual austenite, soaked hammer and carbide is level 1. The metallurgy is qualified (see Figure 3A).
Right tooth surface: Martensite soaked, the carbide is level 1 (see Figure 3b).
The effective hardening layer of the left dental surface is 1.619 mm (see Figure 4A).
The layer of effective hardening layer of the surface of the right tooth is 1.601 mm, and there is a burn on the surface of the tooth (when tested by hardness, the distance of the tooth surface in the center of the tooth is 0.4 mm, which can be reflected in the Vickers Value of Hardness, which is significantly lower than that corresponding to the surface of the left tooth.
0.4 mm from the surface of the left tooth, the hardness is normal of 57.5 hours.
0.4 mm from the right dental area, the hardness is 54 hours.


Figure 3


Figure 4 Data determining microduretity for the depth of the effective hardening layer of the surfaces of the left and right tooth
According to the inspection results above, we can see that although the depth of the infiltration layer on the left and right dental surfaces of the gear’s teeth is almost the same, due to serious burns on The surface of the right tooth, the metallographic fabric also changed after the burn, making the harsh vickers 0.4 mm from the hardness of the low surface to the corresponding position of the left dental surface.
2. Improve the grinding process parameters and grinding conditions
The grinding process parameters and grinding conditions are very linked to the occurrence of grinding cracks. Here are the processes and results of the modification of grinding parameters and grinding conditions for Hofler and H700 Hofler R800 grinding machines. Extract from the magazine “Metal Processing (Hot Processing)
(1) R800 Hofler Gringing Machine
Change the position of the fuel injector and bring the oil entry closer to the part (see Figure 5), so that the distance between the two oil entrances and the grinding wheel is more uniform.

Figure 5 The oil nozzle is closer to the room
Adjust the overlap to make the surface of the grinding wheel slightly more rough and remove heat during the grinding process. Increase the number of wheels reduction time (7 teeth once for coarse grinding and 10 teeth once for fine grinding), so the surface of the grinding wheel is clearer. Increase the number of brain vascular accidents (increase the number of strokes of the same gear of the module to 10-12 to 14-16), so that the grinding heat is reduced during the grinding process.
Thanks to the 4 above changes, there is no effect. In response to the above situation, adjust again and go to the H700 Hofler speed shredder to grind the teeth.
(2) H700 Hofler Gringing Machine
The grinding parameters are fundamentally the same as the grinding of the Hofler R800.
(3) Set the R800 Hofler Grinder again
Since there are no new drums available, replace the Hofler R800 diamond drums on the left and right. In order to allow the impurities of the cutting oil to be sufficiently filtered, replace the filter screen. Extend the length of the fuel injector (see Figure 6) so that the fuel injector is closer to the joint part of the wheel and the grinding gear during grinding, so that the cooling is more complete.


Figure 6 length of the extended fuel injector
The above adjustments have obtained certain results: 6 pieces were crushed, and only one piece was inspected to have grinding cracks, and no other part appeared. After modifying the grinding parameters, it has a significant effect on the prevention of the occurrence of grinding cracks.
Replace the wheel of the crusher drum.
Table 1 R800 Hofler grinder line

After replacing the cooling oil and prevented the equipment from being put in the ground, 22 gears were crushed and the grinding was normal.
3. Analysis and discussion
(1) Analysis of the morphology of cracks
Cracks of the dental surface are mesh cracks and dental surfaces with cracks are serious burns, which proves that cracks in the dental surface are generated after grinding and crushing cracks. A burn indicates that the cooling capacity is poor during grinding.
(2) Analysis of the location of the crack
The cracks are always concentrated on the right dental surface of several consecutive teeth, which indicates that thermal treatment causes a strong deformation of the partially deformed gears. Cooling capacity.
4. Conclusion
(1) grinding cracks occur on the dental surface are caused by insufficient cooling capacity during grinding teeth and the quantity of unequal grinding (overwhelming deformation of heat treatment). Consequently, during the heat treatment of the gears, pay attention to the placement of the parts and minimize the deformation of the heat treatment of the gears.
(2) The alignment of the tool before grinding the gear should be very careful, and the amount of grinding of the two dental surfaces of the gear should be as much as possible.
(3) Oil oil and cleanliness of the cooling oil will change for a long time, so that the cooling oil must be replaced regularly.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















