1
Basic grinding treatment method
Basic grinding treatment includes:
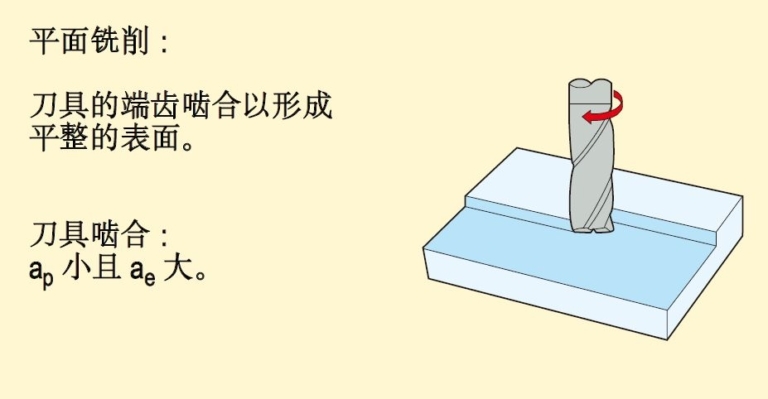
– plane misonage
– Frail slot
– lateral misonage
– Profile mison



2
Advanced milling method
Advanced milling includes:
– ramp filling
– Insertion of wire
– cycloid mison
– Push-Pull prototyping mison
– Branch and milling
– outline misonage
– borehole







3
Definition of the milling strategy:
– Ordinary treatment
– High speed treatment
– High performance machining
– High food treatment
– Microprocess
1. Ordinary treatment:
It is a strategy for processing current use. The cutting width and cutting depth reports can vary depending on the type of process.
Characteristics of the tool: the tool has a relatively long foreign foreign and a small nucleus diameter, and there is no great precision requirement.
Machine-tool requirements: no special requirements.
Application fields: with basic CNC technology, advanced treatment methods with high difficulties are not possible;
2. High speed treatment:
It is a treatment strategy that combines a small radial cutting depth, high cutting speed and power speed; The typical characteristics of this strategy are a low cutting force, less heat transferred to the tool and the room, a reduced burrs formation and a high dimensional precision of the part; and good surface roughness.
Characteristics of the tool: stable (large diameter of the nucleus and short cutting length), regeneration space for transparent and well -formed fleas, which is conducive to good elimination and good plating.
Machine requirements: high speed CNC control, high speed and fast power speed.
Field of application: hardened steel (48-62 HRC) in the mold industry is semi-finished and finished, with a short time. This technology can also be applied to many other materials when using the right tool and advanced machining methods.
3. High performance machining:
It is a treatment strategy that can achieve very high metal cutting rates. The typical characteristics of this strategy are that the cutting width is 1 time that of DC and the cutting depth is 1 ~ 1.5 times that of DC, depending on the material of the part; ordinary treatment chips is used.
Characteristics of the tool: a structure containing the chip specially developed on the tool discharge groove.
Machine-tool requirements: high stability, high power requirements and high rigidity tightening system.
Field of application: In large -scale production and treatment, production efficiency is a key indicator, or monobloc treatment requires a high metal cut rate.
4. High food treatment:
It is a high -food treatment strategy that combines the complete cut and the small cutting depth of the entire diameter of the tool. By virtue of high food treatment, it is possible to reach high metal cutting rates and good surface roughness using faster supply speeds than ordinary treatment.
Characteristics of the tool: specially developed tool tip, extremely short cutting length, plating.
Machine-tool requirements: high stability and high possibility of power speed.
Application zones: soft steel with hardened steel, titanium alloy and stainless steel, it is very good as pre -treatment before high speed treatment, and it can also be used for treatment of the deep cavity. One of the advantages of this technology is that it is very practical for users to implement simple, safe and fast programs in CAM. Using the so-called outline strawberry strategy, it is easier to program complex forms without rich programming experience.
5. MicroMachining:
It is a machining strategy using extremely small tool diameters.
Tool characteristics: diameter Ø0.1 range to 2.0 mm, short cutting length, wide range of exterior circular withdrawal diameter, high precision, plating.
Machine-tool requirements: high pin-up precision, high speed, CNC, thermal stability to avoid the pinning of the spindle.
Field of application: perform various cavity treatments on a wide variety of materials.
4
Frack settings and calculation formulas:


Calculation formula for cutting parameters:

5
Invoice summary:
1. Check the power and rigidity of the machine to ensure that the diameter of the fragmentation used can be as short as possible when the tool is used in the tool-tool;
2. The milling striker has a moderate number of teeth to ensure that there are not too much blades that engage with the room at the same time and cause vibrations during treatment. When creating narrow parts or the cavity, there must be sufficient inserts and a commitment of the room;
3. Appropriate tooth power to obtain a good cutting effect when the chips are thick enough to reduce the wear of the tools. Use the insertion of the positive frontal angle groove to obtain a smooth cutting effect and the lowest power;
4. Diameter of the cutter cut adapted to the width of the part;
5. Correct main deviation angle (45 degrees adapted to general grinding);
6. Appropriate strawberry position;
7. Use cutting liquid only if necessary, dry grinding generally has a better lifespan of the tool.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















