Introduction: The pilot refers to the Tour treatment is part of the mechanical treatment. The treatment of lines mainly uses a car knife to cut the rotary part. The tour is mainly used for the treatment of trees, discs, sets and other parts with rotation surfaces.
Car technology is not over. It can be divided into 5 types of car workers, which is most common in society:
1. Ordinary machine vehicles, easy to learn, find a tour treatment service, better than you learn from school
2. Workers in mold cars, especially precision cars in plastic molds! The knife is strict and the size is correct. You should know what the upper light of the steel is, that is to say the mirror. Is the product of this set of ABS mussels or other materials. Intersection Intersection The cleanliness of the car is good, easy to polish and achieves a mirror effect. High difficulty!
3. Knife car workers, treatment of discounts, drills, alloy knife plates == Selchage with a knife. Usually, it is a large production on a scale. Hard as your white than your whitening products. The quality of your alloy knife is completely affected your achievements! Intersection
4. Large -scale car workers, these car workers have a senior technology, young people do not dare cars! Intersection teach yourself more when you stand on the car. Example: a crankshaft of the car, you must first look at the drawing n times, where is the first car and the rear car?
5. CNC Carrier, the simplest and most difficult for this car worker. Intersection Intersection
As long as you master the theory of car worker and have certain mathematics, mechanical knowledge and fraud to learn quickly.
01
Interpretation
Run
It is located on the Tour, using the rotation movement of the part and the movement in a straight line of the tool or the movement of the curve to modify the shape and size of the white, and transform it into drawing requirements.
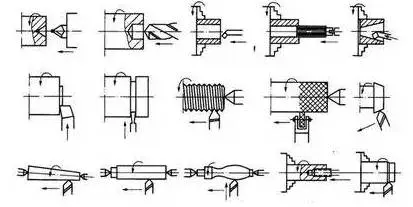
Driving treatment is a piece cutting method on the tower using the part to rotate the part. The cutting of filming treatment is mainly provided by the part rather than a tool. The engine is the most fundamental and common method of cutting and treatment, occupying a very important position in production. The car is suitable for processing process processing. The groove, the wire and the rotating formation surface.
Among various metal cutting machine tools, the Tour is the most used category, representing around 50% of the total number of machine tools. The tour can be done by the part with a car knife, but can also use exercises, reduction retess, taps and flower knives for drilling, rectus, attack wires and flowers. Depending on the characteristics of the process, the form of arrangement and the structural characteristics, the turn can be divided into a horizontal turn, landing tower, vertical tower, tower towers and imitation towers, most of which are bedtime towers .
Technical security problem
In the machine manufacturing industry, the treatment of turbines is most widely used in the machine manufacturing industry.
1. Damage damage and protection measures. The tenacity of various steel pieces treated on the Tour is better. When high cutting steel parts, red and long dandruff will be formed, which is very easy to hurt people. From time to time, but it is absolutely not allowed to remove or remove with your hands. In order to avoid damage to dandruff, dandruff, control of the crumbs flow and various protective chicanes are configured. The measurements for the broken dandruff is to grind the dandruff or the steps on the car knife;
2. Installation of parts. During the turn process, a number of accidents have damaged machine tools, disconnected or broken knives, and the part fell or dropped off from the injured person due to a bad installation of The room. Consequently, in order to ensure the production of safety of the treatment of turbines, it must be paid special attention when installing the part of the card. For parts with different sizes and shapes, the appropriate card should be used. For the part, the card is positive and stuck, and the large part of the part is closely available for the sleeve to ensure that when the room turns high speed and cuts the force, it does not change, does not fall and fall Don’t throw it away. If necessary, you can use the top, the central frame and other improved hair. Immediately after stuck, withdrawn.
3. Security operation. Check the machine tools before working to confirm that it is good to use. The room installation card and tools are correct, firm and reliable. During the processing process, the part of the tool, loading and unloading the part and the measurement part must be stopped. During rotation, the part should not touch it or wipe it with a cotton thread. It is necessary to choose the cutting speed, the supply volume and the depth of effort, and should not be overloaded. The bedside, rack and bed should not be placed on the room, the work card and other debris. When using a knife, move the knife to the safe position. The tool machine must be responsible for use and maintenance, and other staff members should not use it.
02
Precautions
The process of processing CNC towers is similar to the process of processing ordinary towers, but as the CNC tour is a luminaire at a time, all car cutting processes are treated permanently and automatically treated. .
1 and 1 reasonable selection of the cutting dose:
For the treatment of high efficiency metal cutting, treatment materials, cutting tools and cutting conditions are three main elements. These determine the treatment time, the life of the knife and the quality of treatment. Economic and effective treatment methods should be reasonable to reasonably choose cutting conditions. Three elements of the cutting conditions: the cutting speed, the supply volume and the depth directly cause the damage to the knife. With the improvement of the cutting speed, the cutting -edge temperature of the knife will increase, which will generate mechanical, chemical and thermal wear. The cutting speed increases by 20% and the lifespan of the tool will decrease by 1/2. The grinding relationship between food conditions and the last of the tool is generated in a small beach. However, the quantity of power is large, the cutting temperature increases and the subsequent wear is large. It has less impact on cutting speed on the tool. Although the impact of depth on the tool does not have high cutting speed and a large amount of power supply, when the small cut is deep, the cutting material generates a layer of hardening, which will also affect the lifespan of the tool. The user must choose the cutting speed used according to treatment materials, hardness, cutting state, types of materials, costs and depth. The selection of the most appropriate processing conditions is selected on the basis of these factors. Regular and stable wear to reach life is the ideal condition. However, in real operations, the choice of the life of the knife is linked to the wear of the knife, to changes in the size of the treatment, the quality of the surface, the cutting noise and the treatment of calories. When determining the processing conditions, research must be carried out according to the real situation. For difficulty treating materials such as stainless steel and heat alloy, coolant can be used or good rigidity blades.
2 Select the knife reasonably:
(1) When a rough car, choose a high intensity knife and good durability to meet the requirements of the consumption of the knife and the large amount of food when rough cars.
(2) When a stainless steel car, select a tool with high precision and good sustainability to guarantee the processing requirements.
(3) In order to reduce the practical time and knife, you should try to use a knife and a machine blade as much as possible.
3 and 3 reasonably select the luminaire:
(1) Try to use general lights to avoid using special lights;
(2) Research on the parts reference to reduce the positioning error.
4 Determine the treatment route: The treatment route is the movement trajectory and the management of tools in relation to the parts during the processing of the index control machine.
(1) It should be able to ensure treatment accuracy and rough surface requirements;
(2) Try shortening the treatment road as much as possible to reduce the knife and empty the route.
5 The connection between treatment routes and waste treatment:
Currently, under the conditions of a CNC tour, it is generally necessary to organize too much balance on white, in particular the margin containing the forging and casting cortex in the casting is arranged on the ordinary tower . If you need to use CNC towers, be careful at the program’s flexible disposition.
6. Point installation points:
Currently, the connection of the hydraulic card and the cylinder of hydraulic tightening oil are implemented by * traction fire. The traction tube, then remove it from the back of the main axis, then remove it, then remove it, then draw it from the main axis.
03
Universal code
Botary treatment code (JB / T9168.2-1998)
Car clamp
1) The knife and knife stems should not be too long.
2) The midline of the knife and the knife must be vertically or parallel to the direction of the knife.
3) Adjusting the height of the knife:
(1) When the final surface of the car, the car area of the car, the car thread, the car formation of the car and the cut of the solid room, the tip of the knife must generally be equal to the axis of the work room.
(2) The exterior circular of the rough car, the stainless steel car holes and the tip of the knife should generally be slightly higher than the axis of the room.
(3) When the car is a long axis, thick car holes and the cut of empty parts, the tip of the knife must generally be slightly lower than that of the axis of the room.
4) The cutting line of the sharp corner of the threaded car knife should be perpendicular to the axis of the room.
5) During the installation of a car knife, the pads under the knife must be flat and flat and the car screw must be tight.
The room
1) When you use a queue to configure a carrier with a gross car or a stainless steel vehicle, if the room diameter is less than 30㎜, the extension length should not be more than 5 times The diameter. More than 3 times the diameter.
2) When using four -claw cards, flower plates, corner iron (curve), etc., when installing irregular parts, you must allocate weight.
3) When processing the part of the axis at the top, adjust the upper axis of the tail seat before the cut.
4) When processing a long axis between the two points, the heel or the central frame must be used. During the processing process, pay attention to the adjustment of the upper seal, and the centered high and the central frame must be paid attention to lubrication.
5) When using the tail seat, the sleeve must be shortened as much as possible to reduce vibrations.
6) When installing a small and high part of the heat on the vertical vehicle, the height of the height claws must be used and the part is added to the appropriate part.
7) When the carblades and the installation of the casting, find it positive as a function of the surface without treatment to ensure that the thickness of the wall of the part is uniform after treatment.
Run
1) When the steps of the car are cut, to ensure the rigidity of the time, the large diameter part of the first car must generally be the part with a large diameter of the car.
2) When cutting the groove on the part of the axis, it must be performed before the stainless steel car to prevent the workpiece from deforming.
3) When a tree with a threaded car, it should generally not have wire parts after the treatment of the thread.
4) Before drilling, the room must be flat. If necessary, you must first play the central hole.
5) During the drilling of the deep holes, generally pierce pores first.
6) In the holes of the turning point (φ10 -φ20), the diameter of the knife rod must be 0.6 to 0.7 times the diameter of the pores treated; For the knife header.
7) When cutting the multi-head wire or multi-headworm, adjust the switching equipment and try it.
8) When using the automatic car tour, adjust the card according to the machine to adjust the relative position of the tool and the part. The size and surface of the part at any time during the processing process.
9) When cutting on the vertical tower, when the blade is adjusted, you should not move the beam at will.
10) When there are positions of position tolerance on the surface of the room, try to finish the turn in a clip at the same time.
11) When the cylindrical gear toothlet is cut, the hole and the reference end surface must be treated in a pliers. If necessary, the line marked near the gears division of the final surface should be produced.
04
Error compensation
Modern machine manufacturing technology is moving towards high efficiency, high quality, high precision, high integration and high intelligence direction. The technology of precision and ultra-procurement has become the orientation of the most important components and development in the manufacture of modern machines and have become key technologies to improve international competitiveness. The widespread application of aircraft processing errors has also become a popular research subject with the general application of precision treatment. Due to the various errors of the machine tool, the thermal error and geometric errors occupy the vast majority, so that thermal errors, in particular thermal errors, have become the main objectives. TECHNJQUE Error Compensation (called ECT) appeared and developed with the continuous development of science and technology. The loss caused by the deformation of the machine tool is quite important. Consequently, it is very necessary to develop a high -cost and low cost heat error compensation system which can meet the actual actual production requirements to correct the main axis between the main axis (or part) and the cutting tool to improve the treatment of machine tools, reduces waste, increase the efficiency of production and production efficiency and economic benefits.
Basic definition and characteristics of error compensation
Basic definition
The basic definition of error compensation is to artificially create a new error to compensate or considerably weaken the original error which currently becomes a problem. Model, try to make people make as much as possible so that people make as much as possible the error caused by original errors is equal and the direction is opposed, thus reducing the processing error and improving the Precision the size of the parts.
The first error compensation was obtained thanks to the equipment. Material compensation is a mechanical fixed compensation. The material compensation has the drawbacks which cannot resolve random errors and the lack of flexibility. The recent development of software compensation is characterized by the use of advanced technologies and computer control technology of contemporary disciplines without any modification of the machine tool itself to improve the accuracy of treatment of machine tools. Software remuneration surmounts many difficulties and shortcomings of hardware remuneration and has pushed remuneration technology at a new stage.
features
Error compensation (technology) has two main characteristics: science and engineering.
The rapid development of scientific errors compensation technology has considerably enriched the theory of mechanical precision design, precision measurement and complete precision engineering, and has become an important branch of this discipline. Error compensation technologies include detection technology, detection technology, signal processing technology, photoelectric technology, material technology, IT technology and control technology. As a new branch of technology, error compensation technology has its own independent content and characteristics. An error remuneration technology to make it theoretical and systematic, which will have a very important scientific meaning.
The ingenious meaning of engineering error compensation technology is very important. Use errors. reduced.
Heat error errors and classification of fire treatment treatment
With the additional improvement of the precision requirements of the tool machine, the proportion of thermal errors in the total error will continue to increase, and the thermal deformation of the machine tool has become the main obstacle to improve the accuracy of treatment. The thermal error of the machine tool is mainly caused by the thermal deformation of the component of the machine tool caused by the thermal source of machine tools such as the engine, the bearing, the transmission, the hydraulic system, the environmental temperature and coolant. The geometric errors of machine tools come from the manufacturing defects of the machine tool, the coordination error between the components of the machine tool, the movement of the component of the machine tool and the static change position, etc.
Compensation error compensation method
In summary and related references, we can see that the processing error of treatment is generally caused by the following factors:
Thermal deformation error;
Components and structures of the structure machine;
Error caused by cutting force;
Knife spouse error;
Other errors, such as servo errors in the axis of the tool-machine, the errors of CNC interpolation algorithm, etc.
There are two basic methods for improving the accuracy of machine tools: the method of prevention of errors and compensation for errors.
The error prevention method is an attempt to eliminate or reduce possible sources of error through design and manufacturing. The error prevention method is effective to a certain extent to reduce the temperature of the thermal source, the balanced temperature field and the reduction in the thermal deformation of the machine tool. But it cannot completely eliminate thermal deformation, and the cost is expensive;
The law on the compensation of thermal errors of the application has opened an effective means of improving the accuracy of machine tools and the economy.
Related conclusions
The study of turbulent processing errors is the most important component and development management in the manufacture of modern machines, and it has become a key technology to improve international competitiveness.
Error compensation technology can meet the high precision and low cost of the actual real production requirements. , reduce waste, increase production efficiency and the economic benefits of the economy.
05
Common problem
When a large car lap, when a powerful divided screw wire, the bed saddle sometimes vibrates for those who are light, the processing surface generates undulations. When they cut, students often have swords or broken knives. There are many reasons for the above problems.

1 The cause and cause of the problem
We know that when the wire with a smaller step in the car cut is generally adopted by a direct cutting method (a straight line clockwise); Used the cutting method (cut the wire knife through the movement of the small roller board and cut the blade with left and right).
During the filming wire, the movement of the bed saddle is obtained by the rotation of the long screw of the movement of the opening and closing nut. There is a long script rolling shaft gap, and there is also a shaxic gap between the long screw and the opening of the nut. When you use the left and right knife cutting method to cut the right rotation cut off with the main right blade, the tool supports the power of the given room (ignore the friction between the dandruff and the front of the front knife , as shown in Figure 1). On the side of the space on the side of the space. However, there is not such a phenomenon during the cut with the main left blade.
During the cut, the movement of the medium roller board is obtained by the rotation of the medium roller board bars leads to the movement of the nut. nut. During the cut on the tower, the surface of the front knife (with the front angle) to resist the power p of the power P, (ignore the friction of the dandruff and the surface of the front knife, as shown in the Figure 2), break down the power P to Pz and the radial division is intelligent. So the cutting knife suddenly artificially links the manual manual manual artificially manually manually, causing knives or broken pieces.
2 solution
When the car screw is large, the thread of the left and right knife cutting method is used, in addition to adjusting the relevant tower parameters, the coordination space between the bed and the rail Bed guide should be adjusted to make a little tighter to increase the movement of the movement when moving the movement.
Adjust the gap between the middle board and try to minimize the gap; Try shortening the length of the room and knife stems and try to cut the main left blade as much as possible; that the knife has. Theoretically, the larger the main right -of -right corner of the main blade, the better.
06
Car knife blade shredding formula
Common car knives and materials, selection of sand wheels
Five categories of current use of the car knife, different cutting uses, different uses,
The inner hole and the thread of the outer circle and wires are commonly used for cutting and formation;
There are three types of car blades and the more composite right curve;
There are many types of car blade materials and carbon steel aluminum is commonly used.
Hard alloy silicon carbide, choose the sand wheels depending on the material;
The granular size of the sandwicker, do not use a different thickness;
The rough sand wheel is crushed with a rough car and the stainless steel car knife is selected for fine sand wheels.
07
Skills and precautions of the grinding operation of the car knife blade
Check the first control of the grinding blade, the safety of the equipment is the most important;
Once the speed of the wheel of sand stable, hold the side wheel on the side with both hands;
Gramp at the waist with the two elbows, and the blade is gently covered with anti-Shake;
The height of the car must be checked, at the center of the wheel level;
The knife pressing the sand wheel is moderate and the reaction force is too large and easy to slip;
Hold the car knife evenly and the hot hot hand is temporarily left;
The knife -free sand wheel must be prudent, first protect the tip of the knife;
The high -speed steel knife can be cooled by water to prevent the harshness of surrender;
Do not turn off water in hard alloy and the cold can easily break the knife;
First stop the grinding, then stop, the power of the person in the machine room will break the power supply
08
890 °, 75 °, 45 ° and other grinding stages of the outdoor car blade
The rough version first grinds the back of the master, and the tail is biased on the left;
The head of the knife is 38 degrees and the rear corners are frica;
Then grind the vice behind and finally sharpen the surface of the front knife;
The front corner is crushed, first thick and then fine;
The fine version first crushes the front, then crushes the back of the back and back;
When repairing the tip of the knife, hold the front support in the left hand;
Turn the rear of the rotor in the right hand and the tip of the knife is naturally finished;
The flat blade of the face is simple and the angle is correct is the key;
The angle of the model is verified in detail and the experience is rich and visible.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















