In CNC grinding, there may be vibration due to the limitations of cutting tools, handles, machine tools, parts or accessories, which will have a certain negative effect on the processing precision, surface quality and treatment efficiency. To reduce cutting and vibration, relevant factors should be considered.
1
Polygate forceps
1) Evaluate the direction of cutting force, provide sufficient support or upgrade the fixture
2) Reduce the cutting force by reducing the AP of the deep cut
3) Choose a sparse teeth with tight cutting blades and tooth distance striker
4) Select the slot type with small knife tip arc radius and small parallel blade belt
5) Select thin crystal free blade or thin coating blade
6) Avoid processing when the support the workpiece is not sufficient is sufficient to resist the cutting force
2
Works with poor axial rigidity
1) Consider the use of square shoulder grooving with a positive front corner groove (90° main bias)
2) Select a blade type blade
3) Reduce axial cutting force: smaller cutting depth, smaller radius tip radius peaceful blade strip peaceful radius
4) Choose not to wait for the grinder to sparse teeth distance
5) Check tool wear for wear
6) Check the handle of the knife handle
7) Upgrade the knife clip
3
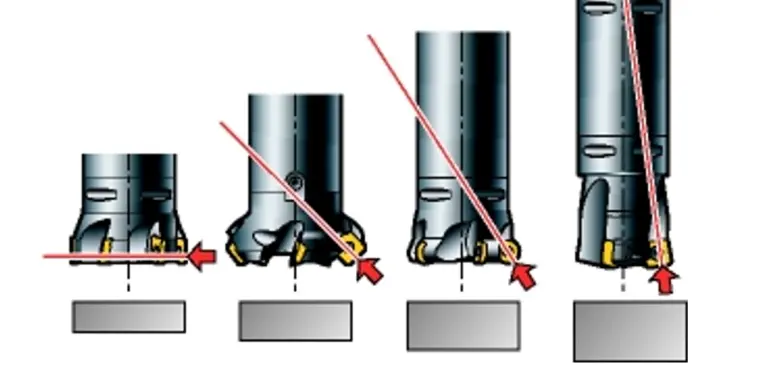
Tool suspension is too long
1) Make the suspension minimum
2) Use the sparse teeth distance without delay
3) Balanced radial and axial cutting force -45° Main bias angle, large arc radius of knife tip Radius or tablet of round knife and milling striker
4) Improve feet by teeth
5) Use light cutting blade slot type
6) Reduce the AF axial cutting depth
7) Administrative use of reverse grinding in fine processing
8) Use an extended rod with an anti-vibration function
9) For hard alloy overall cutter and replaceable head cutter, try using cutters with fewer teeth and/or more spiral angles


4
Use a pin with a stiff pin to die the shoulder
1) Choose only milling cutters with small diameter possible
2) Select the lightweight cutting grinder and blade with sharp cutting blades
3) Try reverse milling
4) Check the spindle deformation to see if it is within the acceptable range of the machine tool
5
An unstable workbench between
1) Try reverse milling
2) Tighten the machine tool input to the mechanism: for CNC machine tools, fit it into the screw
3) For traditional machine tools, adjust the lock screw or replace the ball screw
6
Cutting parameters
1) Reduce the cutting speed (VC)
2) Improve Progress (FZ)
3) Change the deep AP
7
Poor stability
1) keep the suspension short
2) Improve stability
8
Vibrations are generated in the corner
Use a large round programming wedge with lower feed rates
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















