With the continuous improvement of mechanical processing product quality requirements, people have invested a lot of time and energy in exploring product quality methods and measurements to improve product quality, but they ignore the impact of waste treatment during the treatment process on the treatment process on the treatment process on the process product quality. It has been found during the processing of actual mechanical products that the quantity of parts of the parts of the parts directly affects the quality of the product.
If the processing amount is too small, it is difficult to eliminate formal errors and surface defects in the processing process; Materials, tools and energy consumption. . Therefore, it is necessary to strictly control parts processing waste.
1
The concept of waste treatment
Processing waste refers to the thickness of the metal layer cut off from the processing surface during the processing process. Process waste can be divided into process treatment waste and total process waste. The process processing quantity refers to the thickness of the metal layer removed in one process in one process, based on the size difference of the process before and after the adjacent process. Total processing waste refers to the total thickness of a surface resection metal layer of the entire processing process of parts from raw product to finished product, that is, the difference between the same surface size and part size on the parts. The total processing waste is equal to the sum of the processing quantity of each process.
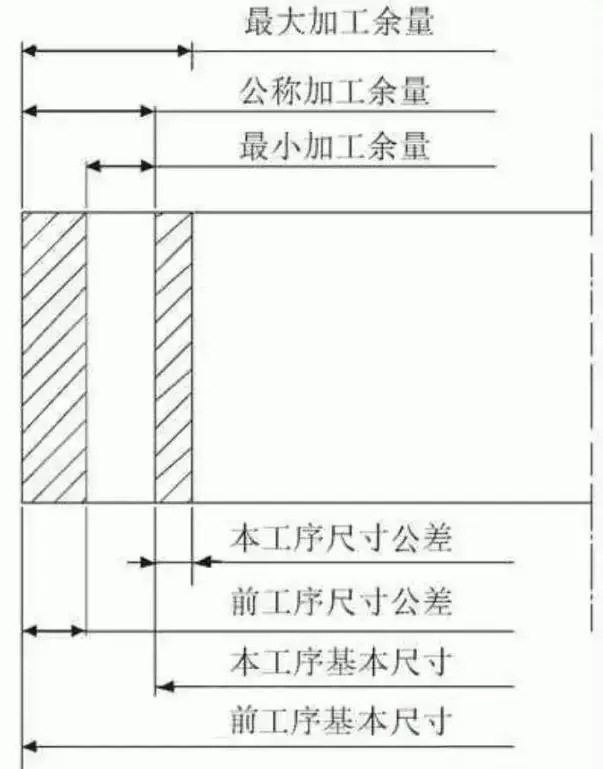
Since rough manufacturing and the size of each process are inevitable, errors are inevitable, total processing and process processing defect in both processing and process processing. The processing quantity and tolerance of the process are shown in Figure 1. In the figure, the minimum process waste is the difference between the minimum process size and the maximum process size of the process; The range of changes in the processing waste of the processes (the difference between the maximum processing and the minimum processing balance) is equal to the sum of the two processes tolerance of the two processes of the preface. The sequence size tolerance box generally specifies the direction of the part of the part. For shaft parts, its base size is the maximum process size and for hole is the minimum process size.
2
Analysis of the impact of waste treatment on treatment precision
2.1 The impact of excessive processing waste on processing accuracy
The parts will definitely produce cutting fever during the mechanical processing process. The temperature of the temperature has a lot to do with the amount of machining. The machining quantity is large, the rough processing time will inevitably become longer, and the cutting quantity will increase appropriately, resulting in an increase in cutting heat and a continuous increase in partial temperature. The biggest harm caused by increasing parts of the workpiece is to deform the parts, especially the material (such as: stainless steel) which is more sensitive to temperature changes, and this thermal deformation passes through the entire processing process, which increases the processing difficulty and product quality are affected by the quality of the product.
For example, when processing thin screw-type shaft parts, the freedom of length is limited because the length of the length of the length is used. In the case of length extension, the workpiece affected by stress will inevitably cause bending and deformation, which brings a lot of problems to further processing. After heating, the bending deformation graph of the bending part is shown in Figure 2. At present, if the processing is continued, the protruding part will be processed until the finished product, and the parts will produce a reverse deformation under the action of stress when cooled to normal temperature, causing the shape error and affecting the quality. After normal temperature, the bending diagram of the workpiece is shown in Figure 3. Most of them will be removed after the diameter expansion, and the cylindrical and dimensional errors are generated after the workpiece is cooled. When the precision screw is ground, the thermal deformation of the workpiece may also cause the error of snail distance.

2.2 The impact of processing waste that is too low on processing precision
The quantity of parts of the parts should not be too large, but it cannot be too small. the quality of the product. In order to ensure the quality of parts parts, the minimum processing waste left in each process must ensure the basic requirements of the minimum processing balance in the process before the process. The minimum processing balance diagram in the hole in part of a workpiece is shown in Figure 4. Figure 4A) is the workpieces. If the holes are processed in the front track process, the O1-O1 axis deviates from the reference axis OO existence of position error n, and there is a cylindrical error p (like the cone, l ‘ellipse, etc.) and surface roughness h. ), In order to eliminate the hole front tolerance, the unilateral minimum processing balance of the hole process must contain the above errors and fault values. Considering that the part inevitably exists in the installation error when the work of this work, that is, the error between the rotating axis of the original hole axis and the part is installed. Used in the following formula:
Z≥T/2 + H + P + N + E (single equilibrium)

Figure 4 The Constituent Factor Diagram of the Minimum Treatment Balance
For different parts and different processes, the values and expression forms of the above errors are also different. Differential processing should be distinguished when determining the amount of processing of the process. For example, the thin axle is easy to bend and deform. , the size of process treatment waste is only related to the surface roughness H.
3
Reasonable choice of waste treatment
3.1 Principles of parts processing quantity
The selection of parts processing waste is very related to the parts materials, size, precision level and part processing methods. When determining the quantity of parts of the parts, you must follow the following principles:
(1) Minimum processing waste should be adopted to reduce processing time and reduce the processing cost of parts.
(2) There should be sufficient processing waste, especially the final process. The amount of processing waste must ensure the accuracy and surface roughness specified in the drawing.
(3) Considering the deformation caused by heat treatment of parts when determining the treatment amount, otherwise it may produce waste.
(4) The processing method and equipment should be considered when determining the processing amount, as well as the deformation that may be generated during the processing process.
(5) The size of the processed parts should be taken into account when determining the processing quantity. The larger the parts, the greater the processing waste. Because after the size of parts increases, the possibility of deformation caused by cutting force and internal stress will also increase.
3.2 Method for determining the amount of treatment
3.2.1 Experience estimation method
The experience estimation algorithm is more commonly used in production practice. For example, the amount of processing of processing rudder rods, rudder sales, middle shafts and axles in the construction of a ship is based on the years of design experience of the craftsman. Considering the importance of parts, coupled with the influence of huge volume and strong stress such as forging parts, leave 6mm semi-semi-semi-cars after the rough car, let 3mm stainless steel vehicles after semi-semi-car, let the stainless steel vehicle stay after leaving a stainless steel car to stay 1mm grinding balance. In order to avoid the amount of waste in the processing process insufficient, the estimated estimates of the estimation law are generally large. This method is often used in small-scale production.
3.2.2 Table correction activity
The method of formulating the table is based on the data of waste data from production practice and experimental research. The actual treatment situation is widely used. See Table 1. Table 1 and 2, which are round and grinding bearing parts with rough cars.
3.2.3 Analysis calculation method
Calculation algorithm analysis is the method of comprehensive analysis and calculation of various factors affecting processing waste according to the test data and calculation formulas. The processing waste determined by this method is both accurate and economical, but it needs to accumulate more complete information.
4
Conclusion
In actual production, the production method of many rough parts is temporarily determined, such as: stainless steel cover for centrifugal pouring is welded with steel plate rollers; There are many uncertain factors during the production process of rough production, and their shape errors are difficult to predict. waste of this type of parts.
Table 1 The processing quantity of stainless steel car shaft parts shaft parts mm

Table 2 parts of the processing grinding axis mmm

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















