Introduce a new type of high temperature alloy turbine bin tooth processing scheme. The treatment is analyzed and revolutionary. Solve the issues of high production costs in traditional tensile processing scheme, long R&D cycle and poor batch product consistency.
1
Preface
With the development of turbocharged technology of diesel engine, the power output of diesel engines is increasing more and more, the demand for pressure-voltage compression ratio and efficiency has continued to increase, and the manufacturing difficulty of super -loaders doubled and the core Component of the compressor core component The existing treatment plan of the wheel tenon tooth still continues the traditional treatment method of treatment in the 1980s. Products.
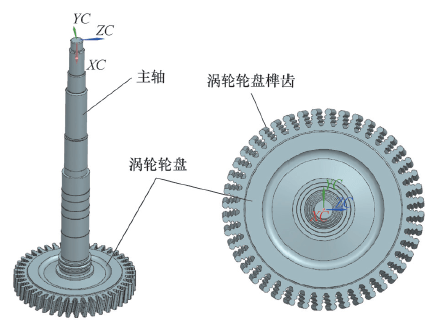
Figure 1 The main axis of the compressor and turbine wheel disk
The main axis and turbine wheels are shown in Figure 1. The turbine wheels are shown in Figure 2. Among them, there is no converted angle of 0.5mm × 45°, and the surface roughness value is RA = 1.6 μm.
This article mainly studies the new process of high-temperature alloy turbine – high-temperature high-temperature alloy turbine. parts of the components of line cutting and processing discharge processing roughness, surface heavy fusion layer and processing consistency, as well as corresponding solutions for verification and analysis, so promote the processing process more precise and reasonable, higher processing efficiency and stability; worker processing equipment solves the problem of processing difficulty in the high voltage ratio of compressor and high temperature alloy turbine mortar processing.

Figure 2 turbine plate turbal tooth
2
Problems in the original production process exist
(1) High-cutting processing costs and long procedure cycles of process adjustment cycles need to customize different knives and workwear according to the wheel plates and tooth shapes of different models. The dedicated knife (pull knife) needs to be customized separately, the supply cycle is long (generally 3-6 months), and the price is expensive (an average of 40,000 yuan per set of tools), which affects directly the cost of manufacturing the compressor. For the research and development of new projects, the investment at a required time is large, and after the design scheme is changed, it is necessary to repair the knife to affect the cost and progress of the supercharged R&D project.
(2) The cutting consistency caused by tool wear is constantly during use. The constant grinding knife will make different batches of wheels consistent, and each batch of wheels should be used to use the corresponding size blades. In the production and assembly process, there are often wheel disks and sheets, but they cannot match the assembly. In order to ensure that the product is produced on time, a large number of wheel disks and blades are needed to select. There are more than 10 types of superchargers in existence.
3
The benefits of the new process plan
For the exploration and application of turbine-wheel tenon tooth processing, use a high-speed cutting machine to control the size of the wheel tenon tooth to ensure the consistency of each groove size tenon, make sure that different batches of wheels The discs are different. At the same time, through the setting line cutting program, you can quickly switch between different products, reduce the one-time investment of customized workwear and tools, and effectively solve the high production costs of cutting schemes. traditional tensile processing, long R&D Cycle adjustment and poor batch product consistency, etc. Question.
4
Wiring Plate processing diagram Turbocar Turbocar Turbocar Turbocar Tenon
4.1 Selection of production equipment
In the 1990s, wire cutting machine tools were widely used in the country. At present, line cutting equipment is divided into three categories: slow silk, medium silk and silk.[1]Essence Among them, the processing precision of slow-to-silk equipment is high, the surface quality is good, but the processing efficiency is low, the single-piece processing cost is high, and the equipment is important in investment at the same time. It is often used for processing high-provision parts, such as aviation engine rotor, gas turbine wheel disk, etc. The processing precision of rapid equipment is low, the surface quality is poor, the processing efficiency is high, and the equipment price is low. Zhongzhong silk equipment is a processing equipment that has emerged in China in recent years. Essence of line cutting machine tool
This new treatment plan is selected to treat the shredded device to treat the wheel tenon tooth, which is compared with the traditional tensile treatment. The disadvantages are mainly simple. The preliminary test measured the surface thickness after wire processing <3 μm. Connection intensity, indicating that it is possible to process the used wheel tenon tooth processing.

a) 1 point at the tip of the tenon groove tooth

b) 2 points at the tip of the tenon groove tooth

c) 1 point to the Tenon Cottage mandate

D) 2 points for tank rectification
Figure 3 Cutting and Processing of Turbine Tray Tank Surface Layer Micro-Appearance (GH4169)
4.2 Cutting and processing parameters
The specification of molybdenum wire is 0.1-0.3mm, and the diameter of molybdenum wire is selected. Since the minimum arc diameter of the tenon groove is 0.20mm, the diameter of the molybdenum wire is 0.18mm, and the compensation of the molybdenum wire is 0.1mm. The number of processing times is 3 times, that is, 1 cutting and 2 repairing mode: the first cutting is cut to eliminate most of the balance, the second cutting has refined all the precision of the size and third roughness of the cut repair surface.
See Table 1 for image bar processing and discharge parameters.
Table 1 Sound processing and discharge parameters

4.3 Parameter adjustment The main problem
The regulation of each processing parameters is mainly to balance the problem of heavy fusion layer on the surface of parts after processing efficiency, quality and electrostatic treatment. The main processing time of multiple processing of wire cutting is the 1st knife processing time. When regulating each parameter, the treatment bed current is limited to less than 4.5A and the treatment efficiency is maintained at approximately 40mm2/min. In addition to the processing efficiency, the impact of molybdenum wire wear on the size and precision of the entire groove of the wheel slot. pieces. It is also necessary to consider the geometric tolerance and surface roughness of the part surface. If the current is too large, the molybdenum wire is prone to shaking, causing the size of the geometric size and surface roughness, such as poor symmetry in the mortise groove, dark spots and surface marks to surface, etc. Break, you need to re-yeast, position and process it. Due to secondary discharge, the size accuracy and surface quality are worse. During different working conditions, the thickness of processing parts, material conductivity, concentration of cutting fluid (including cooling, lubrication, flushing and insulation effect of cutting fluid) and the suspension height of the molybdenum wire, etc. , all need to be adjusted from time to time to achieve production efficiency and the best balance of processing quality[2]。
4.4 Gongtian Perfe
Aiming at the tenon tooth treatment of the main shaft wheel after the positioning of the most difficult friction and welding, the tilt-angle reverse clip keeps the positioning of the positioning and the main shaft wheel tank at the branch, upper support and positioning lock Mechanism; the wheel plate is between the upper and lower bracket, and the main axle passes through the locking mechanism of the upper bracket and positioning. It can effectively ensure that the spindle wheel disc is positioned and clamped correctly on the wire cutting machine tool, and the stability of the processing process is guaranteed. By positioning the locking mechanism, the spindle wheel is locked and there is a certain angle between the spindle and the cutting line to meet the inclination angle requirements of the tenon groove of the spindle wheel. At the same time, after releasing the positioning lock mechanism, rotate the spindle wheel disk and the lock, which can meet the bottoms of the tenon groove of the spindle wheel disk, and process each tenon location[3]。

Figure 4 of line cutting and processing workers
1 – Pressure screw 2 – Wire block 3 – Subdividing roller 4 – Fixed screw 5 – Settles
6 -insert and remove 7 – the upper branch 8 – the lower branch
5
Benefits of new processes
The main costs that determine the cost of manufacturing turbine teeth are: tool costs, electricity consumption, labor costs and equipment depreciation costs. Compared with the traditional Pull -Up processing method, the new line reduction processing method has reduced various costs, especially in terms of tool costs, power consumption and labor costs , which can reduce costs by more than 70%.
Taking the cost of manufacturing costs for the manufacturing cost of a regular product of ZN270B turbopic high temperature alloy high temperature compressor, the use of line reduction processing costs is about 109 yuan, and the bed shot cost is about 510 yuan. In the mortise processing process, one-piece products can reduce costs by 401 yuan, which has been reduced by nearly 80%.
6
Conclusion
The main costs that determine the cost of manufacturing turbine teeth are: tool costs, electricity consumption, labor costs and equipment depreciation costs. By analyzing the characteristics of products and machine tools, the new wire cutting processing part explores and applies new processing methods of high temperature alloy turbine tooth tooth, and is used for processing. It not only ensures the consistency of the size of each tenon groove and the size between the size of different batches of wheel sets, but also can quickly change between different products, reducing the one-time investment of product customization work. and tools. The batch product processing accuracy, reduces the cost of single-piece production by more than 75%, and decreased by more than 80% during the wheel tenon tooth pattern adjustment cycle. Valuable experiences have been accumulated for the processing of related products in the future, and can be promoted to the processing of other high-precision reckless parts, such as the processing of types such as gears and flower keys.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















