Due to the urgent needs of long shaft/stepped shaft forgings manufacturers in forming accuracy, material utilization, output efficiency, low energy consumption and small floor space, the Integrated near-thread servo forming technology has developed rapidly, and the multi-station servo forging hydraulic press is widely recognized by the industry as a typical carrier of this technology. This article summarizes the current equipment of multi-station forging and production lines, key technical points and application status, process characteristics and technology development trends.
The development of multi-station forging forming technology began in the 1960s. After decades of development, it has become a mature metal forming technology. At present, multi-station forging technologies mainly include forward forging, reverse forging, composite forging, etc. Among them, forward forging technology is the most widely used, reverse forging technology is mainly used to produce thin-walled pipes and parts with complex shapes, and composite forging technology can produce parts with structures of complex internal cavity. Multi-station forging forming technology, as an efficient and energy-saving metal forming technology, has been widely used in automobile, aerospace, electronics and other fields .
Multi-station forging equipment, as the main support of multi-station forging forming technology, can realize multiple forging processes at the same time, improve production efficiency and processing precision, while greatly reducing floor space, and can more easily integrate automation to form a fully automatic production line.
Multistation forging technology is usually implemented using mechanical forging presses and hydraulic forging presses. Mechanical forging presses are used to form discs, gears and special-shaped parts, and the forming stroke is generally short. , gears and special shaped parts. To form long shafts, discs, gears and special shaped parts, the forming stroke can be long or short. The following is a multi-station servo hydraulic forging press.
Multi-station hot forging hydraulic presses are generally divided into multi-station cold forging hydraulic presses, multi-station hot forging hydraulic presses and multi-station hot forging hydraulic presses. Hot forging and multi-station hot forging are generally equipped with heating systems, smoke and dust extraction systems, online temperature detection systems, lubricant spray systems, heat protection systems, pollution, thermal protection systems for equipment, etc.
Features and advantages of multi-station servo forging hydraulic press production line
The multi-station servo forging hydraulic press integrates the traditional mass production method of single-station forging hydraulic presses into a single hydraulic press, which greatly reduces the transmission distance between processes and eliminates the need for secondary heat preservation , heating and other intermediate treatment processes. has the following characteristics: ① The multi-station servo hydraulic forging press can realize functions such as cavity-by-cavity pressing, jump pressing, synchronous pressing, flip pressing, etc. Aiming to achieve precision press forming under high eccentric load torque, the forming process can With free and flexible preparation; ② Multi-station continuous forming, short interval time and low temperature drop, can realize continuous multiple forming, reduce the number of saponification/phosphorus heating times, simplify the process, and realize forming, transmission and production. of products of various specifications. It can realize processes such as jump punching, and the production line has good flexibility; ③ The multi-station servo hydraulic machine has multi-point programmable functions, and each station has independent ejection programming and intelligent controllability, thus realizing a machine with multiple uses; ④ Simple and quick model change. The layout of each functional unit is centralized, with rapid mold change, fault diagnosis, remote maintenance, online detection, real-time monitoring, and recipes can be preset according to the process ⑤ The whole line control can be connected to the MES system; ; ⑥ For long axis forgings, automatic series The rhythm of hydraulic line is 5-6SPM, while multi-station automatic line can reach 8-10SPM ⑦The number of solenoid valves and cartridge valves in a single press is 3 to ; 4 more than the original There are far fewer equipment, fewer failure points and repair points, and the reliability is greatly improved.
Compared with tandem forging production lines, multi-station forging production lines have lower equipment investment costs, smaller floor space, significantly improved production efficiency, good reliability, fewer operators , rapid changeover of multiple products and compatibility of forming processes. Good advantages: its effectiveness. is increased by more than 50%, energy consumption is saved by more than 25%, floor space is saved by more than 20%, defects are reduced by more than 15%, and labor saving work are greater than 50%.
Optimization of forging process routes
The production process of traditional stepped shaft cold forging process is as follows: cutting → spheroidizing annealing → shot blasting → phosphorus saponification → cold forging 1 → spheroidizing annealing → shot blasting → phosphorus saponification → cold forging 2 → spheroidizing annealing → shot blasting → phosphorus saponification → cold forging 3 → spheroidization annealing → shot blasting → phosphorus saponification → cold forging 4 → spheroidization annealing → shot blasting → phosphorus saponification → defect detection and visual inspection → packaging. It can be seen that the traditional stepped shaft is produced by using multiple single-station hydraulic presses in mass production lines, which requires multiple pre-forging and transportation processes between presses. The production process is complex and redundant, the production rate is low. and the floor space is large. The investment is high and the energy consumption is high.
The production process of multi-station hydraulic press forming is as follows: cutting → spheroidizing annealing → shot blasting → phosphorus saponification → cold forging 1 → cold forging 2 → cold forging 3 → cold forging 4 (cold forging 5. ..) → visual inspection for fault detection →Packaging.
In addition to simplifying the forging process and having many advantages, the multi-station forging process also makes it easier to ensure forming accuracy and product consistency. The production chain is more integrated and more conducive to intelligent production.
Application of multi-station servo forging technology
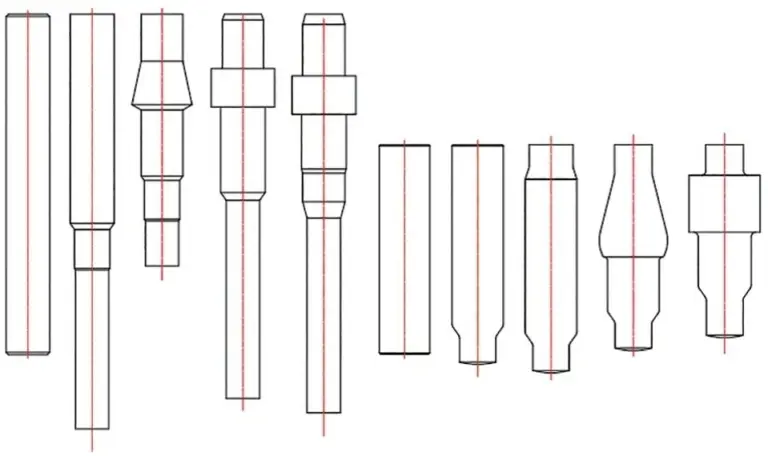
Figure 1 shows the process flow of two cold forging parts in four steps. The four-station mold is integrated into a mold frame, and the four-station forging forming is carried out simultaneously in a multi-station servo hydraulic forging press. When the blank is formed at the first station (the second, third and fourth stations are vacant) and the part is formed at the fourth station (the first, second and third stations are vacant), because the forming station is far from from the center of the press, the pressure The machine has a maximum eccentric load moment. When the production line operates continuously, the forming force of each station is different, and the distance between each station and the center of the press is inconsistent, resulting in the formation of pulsating eccentric load moment, which has a significant negative impact on the equipment. precision and mold life.
Figure 1 Parts formed by multi-station cold forging
Independent mold height adjustment for workstations Each workstation adopts independent mold height adjustment (Figure 2), which can adjust the height of the upper mold. After adjusting the height of the mold, it can be positioned and can withstand the rated pressure force load. The mold height adjustment device allows the mold closing surfaces at different stations to have different heights, which can significantly improve the mold closing accuracy and thus improve the forming accuracy.

Figure 2 Manual mold height adjustment device
Anti-eccentric load design and table tilt monitoring
Generally speaking, there is a significant eccentric load in multi-station forging. In order to ensure the precision of part forming and the life of the mold, the rigidity of the press is generally improved through reasonable design. a prestressed tie rod structure and use a higher prestress. The coefficient satisfies the gap coefficient of the joint surface. At the same time, the high-strength wedge-type multi-directional adjustment device can significantly improve the ability of the fuselage to resist eccentric load torque and improve the stability of the equipment.
As shown in Figure 3, the finite element model of the preloaded composite frame press under the conditions of ultimate eccentric load moment and no eccentric load is established, the appropriate preload coefficient and other boundary conditions are selected , and the loads under several working conditions are calculated and analyzed. Distribution state and deformation of each beam, and evaluate the joint surface joint coefficient, critical load coefficient and deformation of slider and workbench. Through the optimization of the fuselage structure, the rigidity and anti-eccentric load capacity of the fuselage have reached the target requirements while controlling the weight of the fuselage.

Figure 3 Stress and strain analysis of the fuselage under offset load conditions
When the multi-station servo hydraulic forging press actually works, multiple displacement sensors are used to detect the tilt state of the slider, and the closed-loop control system ensures that the bottom plane of the slider is always horizontal to prevent guiding of the cursor. the rail is not damaged due to excessive play or other reasons. The flatness of the slider bottom surface exceeds the standard, thereby damaging the press and the mold, or the quality of the formed parts does not meet the standard. For large eccentric load requirements, the hydraulic deflection correction function can be configured, and the adaptive control algorithm is used to control the cylinder to resist the eccentric load torque of the slider, thereby improving the ultimate resistance capacity. the eccentric load of the equipment.
Optimization of forming curves
Continuous production of multi-station servo hydraulic forging presses requires automated loading and unloading as well as transmission per station. In order to improve the efficiency of the production line, it is generally adopted to reduce the press stroke, increase the no-load stroke and forming speed, speed up. ejection speed, smooth speed conversion and automatic operation speed improvement. For measurements such as these, formulating the above parameters often requires analysis of the interference between the press and automated operations, minimizing spatial parameters without dynamic interference, and drawing. the interference curve in the cycle, thus formulating a reasonable opening and stroke of the press operation. Assuming that the cursor and automated manipulator meet the above interference analysis, the process motion curve should be optimized (Figure 4). Generally, the acceleration and deceleration process of the key conversion position slider is smooth and continuous through polynomial curve fitting. while meeting the most energy-efficient requirements.

Figure 4 Dynamic interference analysis and training curve optimization
The purpose of optimizing the curves of multi-station forging equipment is mainly to improve the equipment pace and operational stability. The beating rate of multi-station forging equipment can generally reach 8-10 SPM. Its high efficiency comes from technologies such as forming curve optimization, rapid decompression, independent ejection, anti-jumping and timing optimization.
Workstation load monitoring
The station pressure of a single-station forging press can be measured via the hydraulic system, but there is no direct measurement method for multi-station forging presses. The current method is to install integrated load sensing sensors and analysis modules at each station. of the press, as shown in Figure 5, it constitutes a multi-channel anti-interference station load monitoring system. The sensor measures the forming force error not more than 1%. It can quickly detect material jam issues that occur. during the forging process, protect the press and the mold, and at the same time, the mold can be quickly adjusted to reduce the waste of sample material.

Figure 5 Sensors and analysis modules integrated into the mold area
Each station mold of the multi-station servo hydraulic forging press adopts an independent mold base and an integrated support plate. The pressure force of each station is sampled independently, as shown in Figure 6, which can reduce load changes caused by adjacent stations. and the accuracy can be significantly improved. At the same time, the maximum pressure force of each station and the pressure forming force of local areas can be monitored, as shown in Figure 7. This function can not only protect equipment and molds, but also accumulate large amount of process data during production. It not only monitors the quality of formed parts, but also guides process, mold and press designers to more precisely control the design.

Figure 6 Independent sampling of each workstation

Figure 7 Peak and surface curve monitoring
High precision servo control technology
The multi-station servo forging hydraulic press adopts a servo pump control system (Figure 8), which is composed of a high response low inertia permanent magnet synchronous servo motor, a low leakage gear pump, a high-power servo motor, high-precision pressure sensor, etc., and is precisely controlled by an encoder closed loop. It controls flow, accurately controls pressure via a closed loop of the pressure sensor, and precisely controls position via a closed loop of displacement. motion sensor and controller. It has excellent performance in rapid pressure relief, noise control and energy saving. The response time of pressure and flow is less than 50ms, the repeatability of pressure and flow is less than 1%, the accuracy of pressure holding can reach ±0.2% (Figure 9), the position control accuracy can reach 0.1mm, repeated positioning accuracy can reach 0.05mm, and the cursor speed is low. There is no crawling phenomenon during operation.

Figure 8 Servo Pump Control System Components

Figure 9 Holding pressure curve
Integration of automated production lines
In order to achieve higher production efficiency, the multi-station forging line (Figure 10) generally adopts automated continuous production, which can realize turning (lifting) of bar blank frame, material sorting (Figure 11), size inspection, weighing inspection and rejection. , positioning, loading, transmission between stations, unloading, transmission, stacking and other functions. The whole line can integrate functions such as video surveillance, smoking and dust removal, online temperature detection, equipment thermal protection, whole line protection, lubricant spraying, online heating and scale collection. The whole line has a high degree of integration and can realize functions such as jogging, single, continuous and line cleaning. It can also be connected to the MES system to achieve production process monitoring and data management (Figure 12).

Figure 10 Multi-station cold forging line

Figure 11 Material handling and loading unit

Figure 12 Complete control system architecture
Conclusion
At present, multi-station forging technology gradually realizes servo drive and automation, which has greatly improved the production efficiency and product forming quality. However, many technologies still need to be further developed and integrated in terms of online process planning and intelligent integration. , and the establishment of material and process database, online process planning software can be used to realize blank size planning and forming process division, and the results of Analysis from volume forming simulation software such as Deform can be imported for process optimization and process preparation and adjustment of equipment parameters can be easily achieved. In terms of intelligence, it is necessary to increase the level of automation of production lines, equipment networking and efficiency optimization, equipment status and preventive maintenance, integration MES and production history, energy management and environmental monitoring, WMS system integration, PLM and ERP and others. system integration.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















