Drilling may seem simple, but it is actually a complex process. During this process, once the drill breaks down or exceeds its capacity, it can lead to serious consequences. Drilling non-flat workpieces can subject the bit edge to excessive uneven force, resulting in premature wear. Please pay attention to the points mentioned below.
When drilling on non-flat surfaces, there is a risk of drill bit deflection. To avoid this, the general principle is to reduce the feed when drilling.
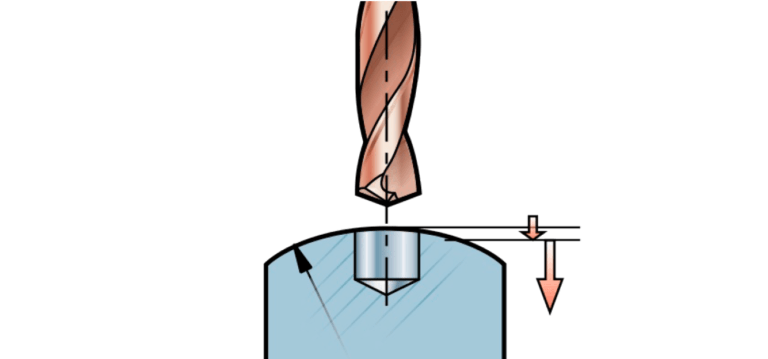
01 convex
Drilling is possible if the radius is greater than 4 times the drill diameter and the hole is perpendicular to the radius. Reduce the feed to 50% of normal feed while drilling.
02 Concave
Drilling is possible if the radius is greater than 15 times the drill diameter and the hole is perpendicular to the radius. Reduce the feed to 25% of normal feed while drilling.

03 Slope
If the tilt angle is 10° or less, reduce the feed to 1/3 of the normal feed while drilling. If the tilt angle is greater than 10°, drilling is not recommended. First mill a small plane on the surface, then drill the holes.

04 Irregular surface
Reduce the feed to ¼ of the normal feed to avoid chipping of the cutting edges.

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















