Beyond the Blade: Unleashing Precision with Ultrasonic Machining’s Silent Power
Imagine shaping diamond as easily as molding clay, or carving intricate patterns in glass without a single crack. In the high-stakes world of precision manufacturing, where traditional cutting tools stutter and fail against super-hard or brittle materials, a remarkably quiet powerhouse emerges: Ultrasonic Machining (USM). Also known as ultrasonic vibration machining, this non-thermal, non-chemical process harnesses micro-impact energy to achieve what conventional methods only dream of. Forget brute force; USM relies on finesse, vibration, and abrasive ingenuity to redefine material removal.
What is Ultrasonic Machining? The Quiet Revolution
At its core, ultrasonic machining (USM) is a subtractive manufacturing process uniquely suited to materials that laugh at hardened steel cutters. It doesn’t melt, burn, or chemically erode. Instead, it employs high-frequency, low-amplitude mechanical vibrations (typically between 15 kHz and 50 kHz, well above human hearing) transmitted to a shaped tool, combined with a continuous flow of abrasive slurry.
Think of it as a microscopic demolition party happening thousands of times per second:
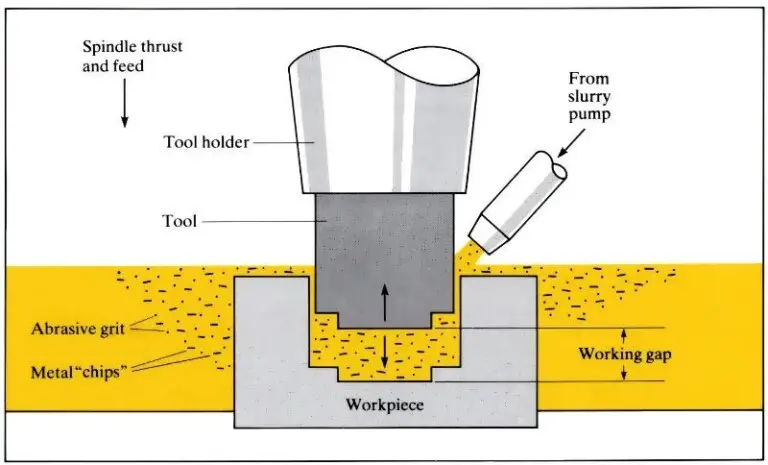
- The Tool: This is custom-shaped (often softer than the workpiece, e.g., mild steel, nickel alloys) to match the desired cavity or feature. It acts as the anvil.
- The Vibration: Driven by an ultrasonic transducer (typically piezoelectric), the tool oscillates vertically at high speed with tiny, precise amplitude – usually between 0.02 mm and 0.125 mm (0.0008 to 0.005 inches).
- The Slurry: A lifeblood mixture of extremely hard, fine abrasive grits (like boron carbide (B4C), silicon carbide (SiC), or diamond) suspended in water or oil. This is constantly pumped between the tool tip and the workpiece.
The Mechanism: How Powered Sand Delivers Precision
Here’s where physics and ingenuity collide:
- Micro-Impact: As the tool rapidly hammers down onto the abrasive particles trapped in the microscopic gap, it accelerates them ferociously. These particles become high-velocity projectiles impacting the workpiece surface.
- Micro-Chipping: The kinetic energy transfer creates intense, localized stress at impact points. In brittle materials (which don’t plastically deform), this causes micro-cracks to propagate and link up, dislodging minuscule chips of material (micro-chipping). In harder ductile materials, the mechanism involves high strain-rate deformation and fatigue.
- Slurry Flow & Renewal: The vibrating tool and continuous slurry flow accomplish two vital tasks:
- Forcing particles: They eject spent grit and debris from the cutting zone.
- Introducing fresh grit: They ensure a constant supply of sharp new particles under the tool to sustain the chipping action.
- Shaping: The shaped tool face confines the abrasive action, effectively transferring its geometry onto the workpiece over time. Material is eroded only where the tool and slurry interact directly.
Critical Factors for Success:
- Gap Control: Maintaining the optimal tiny gap (slightly larger than the abrasive grain size) between tool and workpiece is crucial for efficient material removal and slurry flow.
- Slurry Properties: Grit size (typically 100 to 3000 mesh), concentration, viscosity, and flow rate dramatically affect the material removal rate (MRR) and surface finish (finer grits = smoother finish).
- Tool Oscillation: Frequency and amplitude must be precisely controlled for consistent performance and to avoid tool/wear piece damage. Higher amplitudes generally increase MRR but can reduce precision and tool life.
- Static Force: A controlled, relatively light static load is applied to keep the tool in consistent contact with the abrasive slurry layer.
Where Ultrasonic Machining Truly Shines: Diverse Applications

USM’s unique ability to machine extraordinarily hard, brittle, or fragile materials without heat damage positions it as a vital solution across industries:
- Advanced Ceramics & Glass: Drilling holes (round and complex profiles), machining intricate contours, cavities, slots, and engraving in alumina, zirconia, fused silica, quartz, optical glass, and composites.
- Precious & Superhard Materials: Precisely shaping diamonds and cutting polycrystalline diamond (PCD) inserts, machining cubic boron nitride (CBN), sapphire watch crystals.
- Semiconductors: Dicing, drilling, and shaping silicon wafers, germanium, gallium arsenide, and other brittle substrate materials with minimal subsurface damage.
- Complex 3D Shapes: Creating intricate molds (especially for glass and ceramic pressing), sintering dies, and turbine blade cooling passageways in advanced alloys that are difficult to machine traditionally.
- Precision Features: Threading, coining (embossing), micro-milling detailed pockets, and producing perfectly dimensioned orifices and nozzles.
- Micro-Electro-Mechanical Systems (MEMS): Fabricating ultra-precise microfluidic channels, sensors, and structures in silicon and glass wafers.
- Avoiding Thermal Stress: Processing heat-sensitive materials like thermoplastics where laser cutting would melt the edges or explosive powders where sparks are catastrophic.
- Refractory Metals: Machining tungsten, molybdenum, and titanium alloys with high precision.
The Unmatched Advantages: Why Choose USM?

The fundamental principles of USM translate into compelling benefits:
- Conquering the Unmachinable: Processes materials (brittle, hard, non-conductive) that are difficult or impossible to cut economically with traditional CNC machining, EDM (which requires conductivity), or even lasers without thermal damage.
- Zero Heat Zone: The process is fundamentally cold machining. No thermal distortion, no heat-affected zones, no recast layers, no work hardening. Ideal for maintaining material integrity and dimensional stability.
- Unparalleled Precision: Achieves fine dimensional tolerances (routinely within ±0.013 mm / ±0.0005 inches, tighter achievable with care) and exceptional surface finishes (often eliminating secondary polishing, especially with fine grits).
- Complex Geometry Freedom: Creates intricate designs, non-circular holes, tapered holes, curved surfaces, and delicate internal features with relative ease compared to conventional methods constrained by tool rigidity.
- Minimal Material Stress: The micro-impact action minimizes macroscopic stresses in the workpiece, reducing the risk of cracking during or after machining, crucial for brittle glass and ceramics.
- Material Independence (Almost): Works regardless of electrical conductivity or chemical activity. A single setup can machine composites with mixed constituents effectively.
Navigating the Limitations: Realistic Considerations
Despite its remarkable strengths, USM has constraints:
- Characteristically Slow: Material removal rates (MRR) are generally significantly lower than milling, turning, or even Wire EDM for comparable material. Speed is a trade-off for precision and material capability.
- Tool Wear: While softer than the workpiece, the vibrating tool experiences constant abrasion, requiring periodic redressing or replacement, impacting cost and setup time for complex shapes.
- Depth Limitations: Reliably machining very deep, small-diameter holes can be challenging due to slurry flow restrictions and debris removal issues deeper in the feature.
- Workpiece Geometry Constraints: The tool must have physical access to the area being machined, limiting application for highly internal features on complex parts.
- Slurry Management: Requires handling and disposal of abrasive slurry, posing housekeeping and environmental considerations compared to dry machining. Slurry concentration needs careful regulation.
- Specific Applications: Its strengths are so specific that it’s often not the most efficient choice for easily machined ductile metals unless unique precision or no-heat requirements dictate its use.
The Future Resonates: Precision in Harmony
Ultrasonic Machining is not just another process; it’s a testament to innovation in precision engineering. By harnessing high-frequency vibrations to mobilize abrasive grit for material removal, USM solves critical manufacturing challenges posed by the most demanding materials. While throughput limitations guide its selective application, its unique capabilities – cold processing, exceptional accuracy, complex shape mastery, and the power to machine the unmachinable – ensure its irreplaceable role in the advanced manufacturing ecosystem. As industries push boundaries with ceramics, composites, semiconductors, and superhard materials, the quiet hum of an ultrasonic tool vibrating beneath the surface will continue to shape the technological landscape with microscopic precision.

















