1
what is the problem
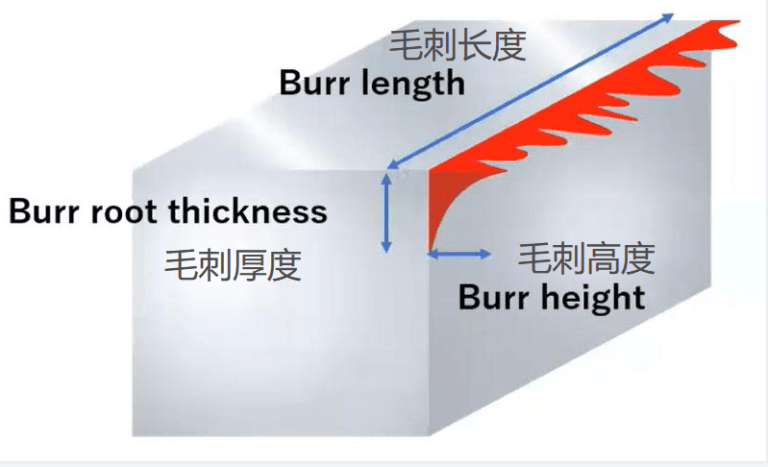
■ Burrs are defined as protrusions of metal, resin or other materials produced during processing. A problem usually occurs after or during the mirroring process. As for the size of the burr, we use the height, thickness and length of the burr to express it. In this paper, we use burr thickness to represent burr size. Burrs need to be removed because they can cause problems and, if not removed, can prevent the part from moving properly. As for appearance, burrs will scratch other burrs and other products, measurement problems will occur during assembly, and for operator safety, burrs may cause injury.
2
Size and direction of burrs
■ The size and direction of the burrs depends on the process, for example in metal machining processes, horizontal burrs are produced on the periphery of the surface, in which case the size of the burr on the entry side of the tool is different on the other side. of the tool. On the inlet side the burrs tend to be smaller, on the other hand, on the outlet side the burrs tend to be larger. The burrs generated at the entrance side are called initial burrs, and the burrs generated at the end are called clamping burrs. This mechanism is also the same during the drilling process. During the drilling process, vertical burrs are generated on the inlet side, small initial burrs are generated, and large flange burrs are generated externally.
3
How to measure burr size

■ Some common methods of measuring burr size use micrometers and calipers or a digital microscope. Using a surface roughness tester to measure burr size is similar to measuring surface roughness, but this method can only measure very small burrs. It is important to choose the right measuring tool. There are many ways to measure burr size or edge condition. Before choosing a tool, it is therefore best to decide how to evaluate the burr or shape.
4
How to check removed burrs

■ A survey we conducted of more than 300 processing companies since 2018 showed that 61% of them perform finger-touch inspections or visual inspection using a magnifying glass. It is also recommended to use the measuring device method from the previous section. The same survey also asked operators how they would quantify the meaning of “remove all burrs.” 34% said less than 10 to 50 microns was acceptable and 26% said between 50 microns and 0.1 mm.
5
How to minimize burr size and control their direction

■ It is important to minimize the size of the burrs, because the larger the burrs, the fewer tools are required to remove them.
The size of the burrs depends on the angle of the edge, and the angle is essential to the size of the burrs. In most cases the edge angle is 90 degrees. When the edge angle is sharp, the burr will be larger. On the contrary, the smaller the edge angle, the smaller the burr will be. If the edge angle is accurate to 150 degrees, there will be no burrs. Sometimes you may encounter very large burrs. At this time, it is recommended to change the edge angle of the cutting tool to reduce the size of the burrs. Differences in corner burrs Sometimes it is not easy to change the shape of the mold. You can try it by changing the cutting conditions. Changing the path of the machining tool or cutting process will help reduce the size of the burrs. When the cutting edge pushes outward against the edge of the workpiece, burrs are produced by deformation and are called “flange burrs.” The “initial burr” is the burr created when the cutting edge is pushed inward into the workpiece.
6
Change processing conditions

■ For milling, reduce the cutting depth. If the cutting depth is 0.8 mm, the height of the burrs will be 1.34 mm, which will be too large to remove with a brush (the brand of the tool is not mentioned here to avoid any suspicion). charging). As the depth of cut decreases, the size of the burrs also decreases. So, when using milling for finishing, we recommend reducing the depth of cut as much as possible. As for the choice of face brush, I plan to present it in a separate issue, and the veterans will wait and share.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















