The treatment center incorporates oil, gas, electricity and CNC, which can reach a pliers at the same time for various complex parts, plates, shells, cams, mussels and other complex parts. Ideal equipment for high provision treatment.
How is the treatment center confronted with a knife?
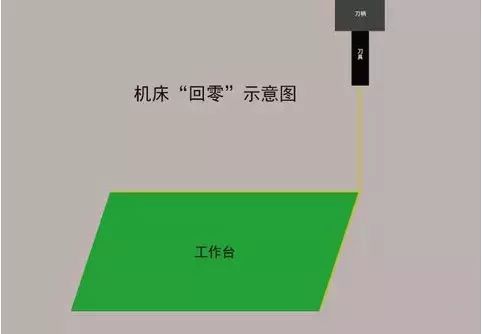
1. Return to zero (return to the point of origin of the machine tool)
Before the knife, you must carry out the operation of Zero (return to the machine tool) to erase the coordinate data from the last operation. Note that the three axes of X, Y and Z must return to zero.
2. The spindle turns
Use the “MDI” mode to rotate the main axis by input instruction code and keep the average rotation speed. Then replace it with the “handwheat” mode and the movement of the machine tool is moved by the conversion adjustment rate.

3.x to the sword
Use a tool to touch the right side of the part to erase the relative coordinates of the machine tool; The tool and part of the part in contact gently in contact, lift the knife, note the value X of the relative coordinates of the machine, move the tool to half of the relative coordinate X, note the value X of the coordinate coordinate absolute of the machine and press (input) input coordinate system to then petrol

4. Y to the sword
Use the tool to gently touch the front of the part to erase the relative coordinates of the tooltip; Value of the relative coordinates of the machine, move the tool to half of the relative coordinate, note the value Y of the absolute coordinates of the machine and press the input of the input coordinate system (input).

5.Z at the sword
Move the tool on the room on the zero surface, slowly move the tool to gently contact the surface with the room, note the steering value Z in the coordinate system of the tool-tool at present today And press (input) to enter the input.

6. The main axis stops
Stop the pin first, move the pin to the appropriate position, collect the treatment program and prepare for formal treatment.

How is the treatment center produced and treated is it subject to deformation parts?
For parts with a quality of light, poor rigidity and low intensity. For such parts, we must first understand the reasons for the deformation:
Stress deformation:
These pieces are thin.

Heating deformation:
The texture of the room is thin and thin.
Deformation of vibrations:
Under the action of the radial cutting force, the parts are subject to vibrations and deformation, affecting the size, shape, position accuracy and the roughness of the room.
Easy deformation part treatment method:
Easy deformation parts represented by thin parts can adopt a small advance and high cutting speed of the high -level treatment shape to reduce the cutting force of the part during treatment. The thermal deformation of the part.
Why is the processing center knife passed?
CNC tools are not as fast as possible. In fact, the passivation of the knife is not everyone’s literal understanding, but the way of improving the life of the tool. Improve the quality of the tools by dish, polishing and abduction of burrs. It is actually a normal process before the knife is crushed.

▲ Passivation comparison of the sword
The knife will pass the sandwheel blade before the finished product, but the union of transformation of the grinding blade causes a micro -Gap to degrees. While the treatment center makes a high speed cut, the micro-district will develop easily, which will accelerate the wear and damage to the tool. In modern cutting technology, the stability and precision of the tool have strict requirements. The advantages of the passivation of the knife are:
1. Physical wear of the knife
During the cutting process, the surface of the tool will be gradually consumed by the part. Passivation of the tool can help the tool to improve rigidity and prematurely avoid cutting the cutting tool cutting.
2. Keep the softness of the room
The blade of the knife and the blade can cause the wear of the knife, and the surface of the treatment part will become rough. After passivation, the mouth of the blade of the tool will become smooth, the phenomenon of collapse will also be reduced accordingly and the sweetness of the surface of the room will also increase.
3. Practical grooved slides
Polishing treatment for the tools of the tool can improve the quality of the surface and crumbs. After passivation and polishing, the surface of the treatment center leaves many small holes on the surface.
How does the treatment center reduces the rough room of rough surface?
The rough surface of the parts is one of the common problems of the CNC treatment center, which directly reflects the quality of the treatment. How to control the surface roughness of the treatment of parts, we must first analyze the reasons why the roughness of the surface is first, including: the knife marks caused by the grinding process; Treatment surface between friction.
When the roughness of the surface of the room is selected, it must meet the requirements of the surface function of the parts, but also consider economic rationality. Under the premise of satisfying the cutting function, the reference value of significant surface roughness must be selected as much as possible to reduce production costs. The testamentary executor of the tool as a cutting processing center must pay attention to daily maintenance and grind in time to avoid without reservation the roughness of the surface caused by the too dull tool.
What should I do after the treatment center?
The processing process of the treatment center for the treatment center is almost the same in general.
1. Cleaning, the treatment center must remove the chips and wipe the god from the machine after finishing the cutting task, and using the tool machine and the environment to keep it clean.
2. Check and replace the accessories, first pay attention to the petroleum card on the guide rail. Check the condition of the lubrication oil and the coolant.
3. The stop program must be standardized and the supply and total power supply to the operating panel of the tool-tool must be disabled in turn. Under the conditions without particular circumstances and specific requirements, the principles of return, manual, dynamic and automatic must be followed. The treatment center must first have a low speed, an average speed, then a high speed. Operating time at low speed and average speed cannot start to operate after no abnormal situation without abnormal conditions.
4. standardize operations. Insurance and security protection devices on machine tools should not be dismantled and arbitrarily moved. The most effective treatment is a safe treatment. .
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















