1.1 Welding of thick plates and thin plates
1. When the steel welding parts with protection against gases in the melted electrode (GMAW) and protection welding against wired gas in Corsica (FCAW), how will it be managed if the thickness of The part of the part exceeds the maximum welding current that the welding machine can reach?
The solution is to preheat the metal before welding. The propane, gas or acetylene welding torch specified in the standard is used to preheat the welding area of the part, with the preheating temperature of 150-260 ℃, then the welding is carried out. The aim of preheating the metal in the welding area is to prevent the welding area from cooling too quickly and preventing cracks or the brightness of the welding.
2. If you need to use the protection of gas protection to the bottom electrode or the welding of the nucleus wire gas protection to weld the slim metal cover on thicker steel pipes. Prevent thin metal burns to reduce the welding current. . How should we face it at this moment?
There are two main solutions.
① Adjust the welding current to avoid burning through the slim metal cover.
② set the welding current to be adapted to the welding of thick steel pipes. During welding, keep the residence time of the welded arch on thick steel pipes at 90% and reduce the stay on thin metal lids. It should be noted that good welded joints can only be obtained when you master this technique.
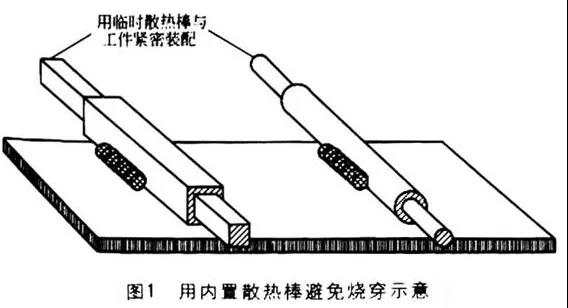
3. When a round wall with thin walls or a rectangular adjustment of thin walls is welded to a thick plate, the welding rod is subject to burn through the part of the slim wall. Solutions?
Yes, it is mainly a question of using a thermal dissipation rod during the welding process. If a solid circular rod is inserted in a circular tube with thin walls, or a solid rectangular rod is inserted in a rectangular tube fitting, the solid stem will remove the heat from the slim wall and prevent it from burning.
In general, solid round rods or rectangular rods are closely installed in most hollow or rectangular tube materials provided. During welding, be sure to remove the weld from the end of the pipe. The schematic diagram of using an integrated heat dissipation rod to avoid burning is illustrated in Figure 1.
4. How to do when galvanized materials or containing chrome should be welded to another part?
The best process is to deposit or grind the area around the welding before welding, because the galvanized or chrome metal plates will contaminate and weld the welding, but also release toxic gases during welding.
1.2 Welding of container and framework structures
1. If a welding process (like the brazing) is used to seal a float or seal the end of a hollow structure, which will be done when the welding is final, in order to prevent hot air from entering in the container and to provoke the container to burst?
③ First drill a pressure discharge hole 1.5 mm in diameter in the float to facilitate the circulation of hot air near weld and external air, then perform closed welding, and finally a Welding joint pressure discharge. The scheme of the seelled welding float or the sealed container is illustrated in Figure 2.
When welding the structure of the gas storage container, pressure reduction holes can also be used. It should be noted that welding in a closed container is very dangerous.

2. When fusion of the gas protection welding, the carot welding carot for gas protection or arc welding from the argon of the tungsten electrode, the screen grid, the mesh metallic or the metal extended to the steel structure frame, the metal mesh is inclined to burn during welding. We treat the phenomenon not to merge with welding?
① Place the non -metallic washer on the metal mesh or extended metal and tighten the washer, the metal mesh and the frame.


② Place a larger washer as a heat sink on the upper part of the washer in the welded position. The upper washer must have a hole larger than the lower washer to prevent the upper washer from being also welded together. Then, the plug welding is carried out through the two holes of the washer, so that the weld must be in the lower part of the washer. The operator can take other methods to obtain enough heat and weld it, taking care to prevent the surrounding screen or the metal trellis from burning, see figures 3 (b) and (c)
③ Another method consists in using a metal strip with holes, align the holes with the parts that must be welded, to place a heat sink, then to carry out the plugs, see Figure 3
1.3 Repair of welding components
1. In addition to using commonly used nail starters, what other methods can be used to remove damaged or rusty screws?
Here are two main methods:
① If the installed screws will not be damaged during heating, you can use an oxygen-acetylene welding torch to heat the love nut and its assembly to the hot red condition, then finish it quickly to facilitate the withdrawal of screws. Times may be necessary during this process.
② If the screw groove, the nut or the alveolar is damaged or lost, a nut can be placed on the upper part (or the residual part) of the screw head, tighten the nut, then fill the interior nut and screw with metal using any welding method.
This will connect the nut and the screw residue, then place a key or dental key on the nut and quickly remove the screw. The use of this method is beneficial to provide a new handle point and use heat to tighten the screw.

2. If there is a worn crankshaft, what is the best way to repair it and strengthen it with welding?
When repairing a worn crankshaft, protection welding against gas to electrode, protection welding against wired gases in the kernel or welding with the arc of arc electrode in tungsten can be used. However, to obtain a satisfactory surfacing pearl form, the following four requirements must be ready for attention.
① Do the direction of the cordon of surfacing parallel to the axis of the crankshaft.
② First weld a welding pearl on the lower part of the crankshaft, then rotates the 180 ° crankshaft and surrounds the next welding pearl. It should be noted that sequential surfacing on the first pearl will cause a deformation of the crankshaft. This welding surfacing process is suitable for repairing and welding the crankshaft with roller.
③ Overwhelming of 30% to 50% of the metal deposited must be held between the two balls to ensure that the surface of the pearl is smooth during machining after welding and repair.
④ When using manual arc welding and wire gase protection welding, the residual flow between the beads should be cleaned by brush or cut.
In addition to the crankshaft repair method mentioned above, it is also possible to add a 90 ° surfacing welding ball from the crankshaft position to further reduce the welding deformation. In repairing bronze or copper parts, adding brazage metals is more advantageous than using surfacing methods to eliminate stress and deformation. Schematic view of the repair of a crankshaft worn out by the welding method.

3. If a steel bearing is stuck in the equipment and does not want to scratch the equipment, how should we use welding methods to eliminate the bearing?
First, welding a welding pearl on the inner surface of the rolling, and the diameter of the bearing is reduced by the traction force of the welding cord, and the heat of the welding process should move the bearing. If the inner surface of the pipe with a diameter of 10 cm is covered with welding pearls, the diameter of the steel pipe will shrink 1.2 mm. The schematic diagram of the use of the welding method to eliminate the stuck bearing is illustrated in Figure 6.

4. Cracks often occur in oil tanks or ship structures.
First of all, pierce a small hole at the end of the crack to facilitate the dispersion of the constraint at the end in a larger range, then weld a series of multi-pass welds of variable lengths to increase the resistance of The steel plate at the front end of the crack. Schematic view of the cracks from spreading on the steel plate.

2. Welding of the reinforced version
2.1 Position and thickening of the reinforcement plate
1. The welded reinforcement plates are often welded to the surface of the steel plate (substrate). Deformation, as shown in Figure 8 (A). This phenomenon will increase the difficulty of machining and processing treatment.
The solution consists in using the plug welding or the welding of grooves in the middle of the reinforcement plate to adjust the surface of the reinforcement plate with the surface of the substrate to remove deformation to facilitate mechanical treatment. The schematic diagram of the positioning of the reinforcement plate using the plug welding or groove welding is illustrated in Figure 8 (B).

2. Sometimes it is necessary to thicken the substrate in a small area of the substrate, but the thickened area cannot exceed the area of the entire substrate.
Add a thick metal plate into the room where the substrate should be thickened, then repair it by welding. Schematic view of the thick plate integrated on the substrate. This provides sufficient thickness for machining, boredom or subsequent drilling and can replace large -scale molded parts or parts in the equipment.

3. What is the standard method to improve the rigidity of the flat plate to transport loads?
The standard method of strengthening the rigidity of the plate to transport loads is to vertically weld a series of angle steel on the plate and to add a corner steel frame to improve the rigidity of the plate, as shows it Figure 10.

2.2 Control noise and vibration
1. What technical measurements can be used to reduce the noise and vibrations of metal plates?
The noise problem is the same as the vibration problem, and it can also be resolved by reducing the resonance frequency of the metal plate. The main methods used are as follows: ① Increase the rigidity by folding edges, curling or reinforcement in the shape of a groove;
② Cut the plate into a series of small parts to improve support;
③ Use the surface spraying covering;
④ A layer of fiber material absorbing vibrations is linked to the surface of the plate.
Four methods to increase the resonance frequency to reduce noise are illustrated in Figure 11. Vibrations caused at relatively low frequencies are generally reduced by the increase in metal rigidity, as shown in Figure 12.


2. When we want to weld a flat plate to another flat plate in a vertical direction, if there is only the L-shaped light, how should we do the work?
During welding, a steel stop or a rectangular object is used as an auxiliary tool, and a C -shaped luminaire and a rectangular stop are used to tighten angle welding, as shown in Figure 13.

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















