Explained the skills using the rear angle in the mechanical treatment. For different parts and cutting methods, the burrows are reduced by increasing the rough chamfer and the setting of the form and the size of the chamfer, and the quality of mass treatment and assembly are improved.
Preface
Angle of merger in mechanical treatment to facilitate assembly and eliminate terrifying. In real treatment, the rear angle cannot be completely removed, but the terrifying are reduced, especially in the treatment center and the processing of equipment. In some precision manufacturing industries, terrifying are inevitable details. Here are several methods and techniques to minimize burrs with an ingenious chamfer.
Increase the Chamfer Rugue
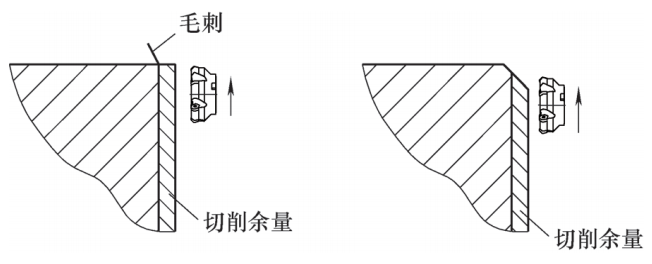
Figure 1 is a grinding at the end. Before improving the process, greater blunder out of the tool. In order to reduce burrs, add the chamfer’s pour (forging) to the outlet of the tool[1]Essence due to the existence of the angle of fall, the quantity of waste treated gradually reduces the amount of treatment and the terrifying are not easy to fix on the surface of the chamfer.
a) Before improvement b) after improvement
Figure 1 End of the end
Figure 2 shows drilling holes. Before craftsmanship improves, there will be a great talkative at the end of the exercise. Likewise, a conical shipwreck platform is added to the exit of the drill head, which also forms a molding chamfer.
The two situations above should be greater than the amount of treatment.

a) Before improvement b) after improvement (blunder is much reduced)
Figure 2 Drilling hole
Adjust the size of the chamfer and reduce the interior pores to cut the burrs
Figure 3 shows the hole of drilling. Before improving the process, the chamfer was 1 mm × 4 5 °.

a) Before improvement

b) After improvement
Figure 3 Diamond steps
After improvement, one right side is added to the intersection of the two cylinders to reduce the chamfer. The diminished chamber commitment is generally (0.2 ~ 0.3) mm × 45 °[2]The terrifying generated at this time will decrease a lot due to the reduction of the chamfer.
Adjust the angle angle to reduce the angle stuff of the outer circle
Figure 4 crushed the outer circle. Before improvement, the angle between the surface of treatment of grinding and the falling angle was 135 °.

a) grinding b) before improvement c) after improvement
Figure 4 Circle exterior grinding
Figure 5 shows the final surface of the equipment. Before improving, the end surface of the speed has a rear angle of 1 mm × 45 °.[3]。

A) equipment b) before improvement c) after improvement
Figure 5 End of speed
After the improvement, the end of the gear has a chamfer of 15 °, and the minimum radius of the chamfer is less than 0.2 mm than the radius of the radius of the roots of the tooth. teeth, and it will avoid due to the rear angle.
Conclusion
During the treatment of mechanical treatment, the rear angle plays an important role, which is practical for assembly and is conducive to the abolition of the occurrence of terrifying. But the rear angle is not the same rigid dogma. The angle and size of the rear angle will be slightly different for different parts and different treatment methods.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















