When we design seals, we have relatively high requirements for the contact area. No scratches, chips, processing marks, etc. is not permitted to avoid leaks. According to some standards, it is recommended that the roughness requirement of the shaft contact surface be met. generally Ra=0.2~0.8μm; Rz=1~4μm; Rmax=6.3μm. The box hole surface roughness is generally Ra=1.6~6.3μm, Rz=10~20μm, Rmax=25μm.
Since the seal and shaft are dynamic seals, the requirements are higher than those for static seals. Today we will talk about the relationship between sealing effect and roughness, two important topics that everyone usually does not pay attention to.
1. Is the roughness of the contact surface as low as possible?
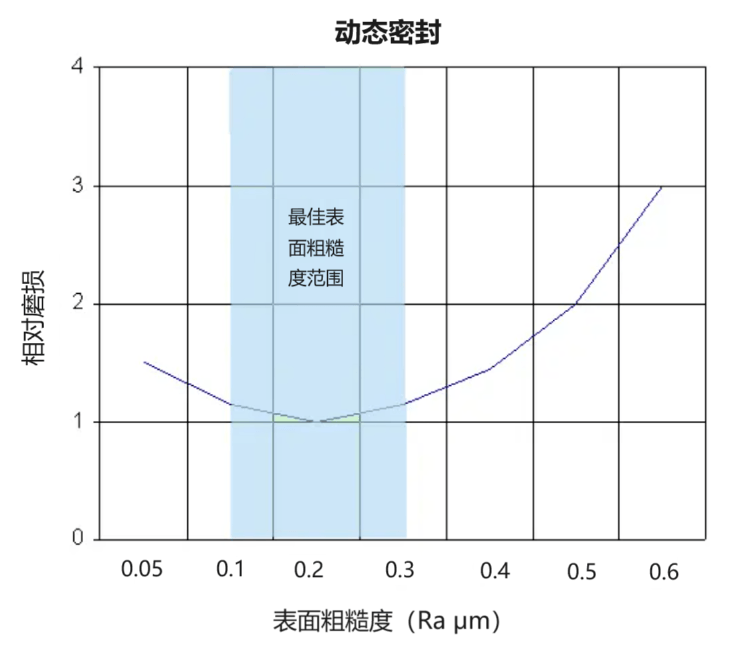
We all know that high roughness is definitely not good for sealing, but is the lower the roughness the better? Actually, no, no matter how difficult the processing, when the surface is too smooth, the friction and wear between the mating surfaces of the oil seals will increase due to the absence of these tiny “wells” to store the lubricant.
According to relevant research, Ra=0.1~0.3μm is the best range for dynamic seals. When the roughness value Ra is less than 0.025 μm, wear increases significantly. However, in general, achieving such a low roughness is time-consuming and expensive, so it is not necessary. The main thing I want to tell you here is that often things are too much.
2. Will the sealing effect be the same if the roughness value is the same?
Let’s look at the two microscopic images of roughness below. Their roughness values are both Rz=1μm. Do you think they have the same sealing effect?

Actually no, there is still a big difference between the two. In order to evaluate this difference, here we introduce a more commonly used evaluation parameter, namely the material proportion Rmr, which is usually represented by a curve (also called the Abbott-Firestone curve), as shown in Figure below. It describes the ratio of the effective surface area of the material to the total surface area on any cutting surface within the evaluation length range from peak to valley bottom.

The currently commonly used method to evaluate the impact of roughness on sealing is as follows: take the horizontal line at the point corresponding to 5% material proportion as the reference zero line, and then take the measured material proportion value corresponding to the Rz value position of 25.% According to different joint materials, the most reasonable value of Rmr should be between 45% and 90%. See the table below for more details.


Of course, other evaluation methods are also used. For example, the SKF website recommends the material proportion value at position 0.5Rz, but the starting point is not the above 5%, but 0%. As shown below.

Let’s take the example of the two roughness maps of Rz=1μm that we gave you earlier.

The top one has Rmr=70% and the bottom one only has 15%. When the roughness value is the same, 70% Rmr can ensure better sealing. On the one hand, it does not have many grooves on the surface, which reduces the wear of the sealing surface and possible leakage. On the other hand, it also has ideal pocket depths, which can retain lubrication in a small enough volume and; can be used between seals and provides a lubricating film between mating surfaces, reducing friction and seal wear.
With the development of technology, the same roughness value can be obtained by using different processing methods, but the final sealing effect may not be the same. This also requires everyone’s attention.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















