We know that there are two sheet metal flexion methods: a method is the sheet metal structure which is folded for the complicated structure, the smaller volume and the large volume treatment; is large or the exit is not too large. These two bending methods have their own principles, characteristics and applicability. Today, I share basic knowledge of the bending of the sheets, in the hope of helping everyone.
Commonly used flexion mold
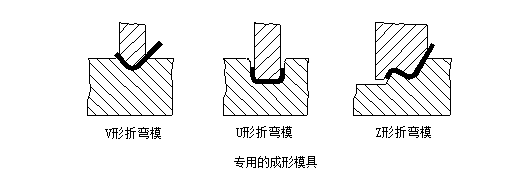
Commonly used flexion molds, as shown below. In order to extend the lifespan of the mold, when the part is designed, the corner is used as much as possible.
The height of too small bending edges is not conducive to the formation even with flexion molds.
Steps processing methods
Some high -level sheet -shaped stages are flexions. . However, its height H should not be too high, and it must generally be (0 ~ 1.0) t. to the real situation.
This mold of mold steps can be adjusted by adding pads. If the height size H is large, you should consider folding on the flexion machine.

The flexion machine is divided into two types: ordinary flexion machine and CNC flexion machine. Due to high precision requirements and irregular forms of the flexion shape, the sheet metal flexion of the communication equipment is generally used to bend with a CNC flexion machine.
Advantages: easy to install and precise positioning, rapid treatment speed;
Disadvantages: Little pressure can only treat simple and low efficiency training.
Basic training principle
The basic principle of the training below shows:

Large score (upper mold)
The shape of the bending blades is presented in the figure below. forms and specifications.
The lower mold generally uses V = 6t (t is the thick material)
There are many factors that affect the treatment of flexion, mainly include the arc radius of the upper size, the material, the thickness of the material, the resistance to the lower mold and the size of the mold of the lower mold. In order to meet the needs of the product, the manufacturer has series the safety of the use of the flexion machine, and we must have a general understanding of the existing scoop model during the structural design process. See the left side of the figure below, and the right on the right is the lower mold.

Basic principles of the order of treatment of flexion: (1) fold inside; (2) fold from gradually to large; (3) fold the special shape, then fold the general shape; (4) The previous process after molding, it will not be affecting or will not interfere with the succession process.
The current flexion shape is generally as indicated in the figure below:

Bending ray
When the sheet is folded, there is a folding radius at the elbow. The bending ray is too small and it is easy to cause cracks at the elbow.
See the table below for the favorite bending radius (inner radius) of different thicks of various materials.

The data in the table above is preferred data for reference only. In fact, the corner of the manufacturer’s scimitar is generally 0.3, and the corner of a small amount of scimitar is 0.5.
For steel steel plates with low carbon content, aluminum plates with rusty leaves, brass plates, copper plates, etc., the inner round corner 0.2 is not a problem, but for steel High, in hard aluminum, in ultra-Duv aluminum sort of rounded corners with flexion, it will cause flexion and break, or cracking from the external corner.
Lean back

Angle of Paris δα = Ba type, b – the real angle of the component after the rebound;
The size of the corner of the ball
See the table below when the rebound angle when one -gil is freely folded at 90 degrees.

Factors that affect the rebound and measures to reduce the rebound
(1) The mechanical performance of the material is directly proportional to the flow point of the material, and it is inversely proportional to the elastic module. For high precision sheet parts, in order to reduce the rebound, the material must choose as much as possible in low carbon steel and that no high steel steel and stainless steel should be selected.
(2) The larger the R / T radius, the smaller the degree of deformation, the greater the angle of return Δα. This is a relatively important concept. In particular, it should be noted that the design arc must be avoided as much as possible.

Calculation of the minimum bending edge of a turn
The start of the flexion turn is illustrated in the figure below:


The starting state of the flexion flexion in the form of Z is illustrated in the figure below:

The minimum flexion size of flexion in the form of sheets Z of different materials is as indicated in the table below:

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















