The deep holes and the treatment of holes have always been a problem of mechanical treatment and mold.
1. Analysis of the parts diagram and process planning
Analysis of partial drawings
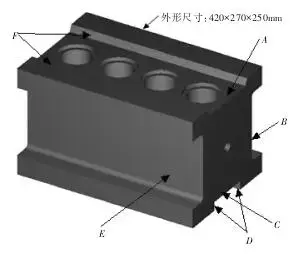
Figure 1 shows that the parts of the rubber pipe mold are 48 × 215 mm depth holes should be treated. The size of the shape is 420 × 270 × 250 mm.
Figure 1 pieces of glossom pipes
The size of the parts is represented in the figure. The vertical is 0.03 mm. It is to reduce costs.
At that time, parts so high in difficulty were really up to par. After many attempts, a set of simple and reasonable treatment patterns has been studied.
Process planning
The simple treatment order before the part of the room:
After the return of the concentrated material, the treatment of grooves on both sides of the grinding first, as shown in Figure 1, first rough and subsequent, and treat it.
The front stages of treatment are thick and the quantity of rest unilaterally is 0.5 mm, as shown A and F as shown in Figure 1.
The stages of the lower treatment surface are thick and the amount of remaining in the unilaterals is 0.5 mm, as shown by C and D as shown in Figure 1.
Then reinstall the school table.
Once the completion, the process and the bottom of the large water mill, as shown in Figure 2 and grind it to the bottom to guarantee that the parallelism is 0.03 mm.
As shown in Figure 1, the end of 0.3 mm at the end of the side of B and E is reserved.
Placement and reference positioning for parts
The part is directly tight on the CNC Workbench.
Second, treatment of parts
Analysis of partial drawings
Auto-matt knife: First, an auto-matte knife grid is illustrated in Figure 3. The material is 837 hours. Round crushing bed. Small blades with blade Buy standard 10 × 10 mm parts, which is practical for replacing the blade and ensuring size.
The inclined angle of the interior is 20 ° and the air -cutting treatment is slightly well paired. The drilling of the knife grid is equipped with the interior hexagon screw of the M6mm, and the hexagonal interior screw is locked on the small knife frame. The small standard grid is equipped with a hard alloy blade, the main partial angle is 30 °, the surface of the rear knife avoids the empty angle of 15 ° and the cutting corner of the blade has a R0.3 angle ~ R0.4 mm to minimize the contact surface to avoid vibrations.


Figure 2 parts size diagram
Processing plan
Pole treatment diagram 1
Using quick -cut treatment, this method is the most direct and the simplest. is easy to break the wiring.
Party 2 treatment diagram
Using a slow thread treatment, as the hole is also easy to break the wire, the processing costs of each hole are approximately 1,945 yuan, and the total calculation of the cut of the mold line is closely 7,700 yuan, far exceeding the calculation of customer costs.
Pole treatment diagram 3
The grinding and treatment of the CNC shape use a long knife to install a round knife or alloy knife particles in the shape of a diamond and a treatment deeply in layers. . The value and the precision are very mediocre.
Pole treatment diagram 4
Treatment of the CNC driver, the model is 850b, the general machine is available. The treatment accuracy is high and the surface roughness value and the precision of the size meet the drawing requirements. Thanks to the comparison of costs and treatment accuracy and processing difficulties, select the plan treatment scheme of plan 4.
CNC driver processing process
Find a positive
The part is on the tool-tool, the position of the code is closely, and the parallel position and the horizontal degree of the room at the level of the school. is difficult to ensure the verticality of the holes. School tolerance is controlled less than 0.02 mm, and four plans, surface 0 of the Z axis with the second step as processing process of the Z axis, try to lift the knife space as much as possible.
Knife
The first rough treatment card can measure the size of the blade greater than that of the large blade frame, and the rough treatment reserves approximately 0.5 mm per single side, which is practical for the treatment of the semi-test. The main corner of the blade is 30 °, the surface of the rear knife avoids the empty angle of 15 °, and the pointed corner of the knife is an angle R0.3 ~ R0.4 mm, minimizing the contact surface as much as Possible, reducing force to prevent vibrations from generating a loop. The surface of the tip of the knife on the coat of the knife is 0.
Pole program
The instruction format G76x_y_z_R_Q_P_F _;, the G76 is the instruction of petrol, and the coordinate position of the X / Y / Z hole is suspended at the bottom of the hole.
Rough treatment parameters
The speed is 120 rpm, the F is 80 mm / min, the quantity of cut is 1.0 mm, the cutting oil is the coolant, the liquidity of the oil must be good And cooling is in place.
Semi-assistance treatment parameters
After rough treatment, the number of cards and detection, the size of the deep inner hole can be measured by interior holes, generally there is a certain cone, the speed is 110 rpm, the F is 70 mm / min, the quantity of cut is 0.6 mm, the quantity of cut is 0.6 mm.
Experience treatment parameters
Each hole is treated with a new blade. First try the pores, because the upper surface of the room has a 15 mm step, until the size meets the drawing requirements.
Third, program preparation

Note: rough treatment, average treatment and fine treatment can only be changed to the value of the F and S of the program content.
This set of treatment patterns has been improved several times, from the shape of the appearance of the shape of the grinding treatment plan, and the knife knife is raised several times on the way. .

Figure 3
Machining with holes, mainly adjusting the two power and speed parameters. at 60 mm / min. Although the results are simple and paid, they can be completed in each hole.
Although this set of holes is simple, the process is not easy. The parts will be deleted. Therefore, in the context of treatment parameters such as the selection and precautions of the blades, it is hoped to play a role in drawing and prevention.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















