1. Treatment of net crushing
1.1 The principle of threading milling
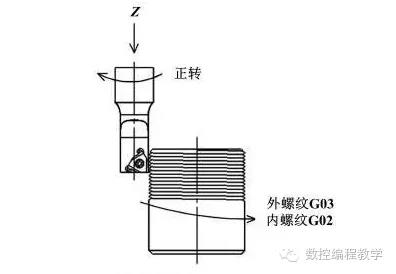
A threading striker with the same toothed blade as the wire treated is used. . In real treatment, the thread striker is driven by the spindle and is a spiral crusher for each spiral grinding, the direction of the axis Z of the tool moves a lower tool height (lead) in the direction of the axis z.
Figure 1 Schematic diagram of the filing principle in threading
1.2 Frail cutter in threading
With the development of the tool manufacturing industry, new materials and tools of tools are widely used, threads have also grown from high -speed integrated strawberries and original carbide. are three categories of crushing strawberries in Clamps with replaceable inserts which are currently used: indexable threaders with single edge, threads with multi-burning inserts and strawberries with multi-burning insertion and multi-manche strawberries multiple.

Figure 2 Single indexable thread cutter
(1) Indexable thread cutting cutter with single stop: as shown in Figure 2, the thread of the thread strike fragmentation is not fixed and the threads of any threading step can be treated. The structure is like an internal reversal tool. The cost is low and the specifications are complete, the price low, easy to buy;
(2) Insert thread with multiple edge: as shown in Figure 3, it is a fixed step thread. During the treatment, the tool all cutting teeth is involved in the cut and is effective. The advantages are that the blade is easy to replace, with high treatment efficiency and is suitable for mass production;

Figure 3 Cutter of Multiple Multiple Insert Moulin
(3) Multiple multiple thread cutter: as shown in Figure 4, it is also a fixed thread striker. can only be treated with him. Reach the high -speed treatment of large lots of threads;

Figure 4 Multiple Multiple Wire Cutter
In real production, with the exception of special industries that require large -scale grinding, most of the medium -sized and small -scale companies produce a thread in single and small -scale production. These discussions on the article are only made by milling threads with single -edge threads.
1.3 The machining advantages of the single thread
(1) Good versatility of the tool
A tool can treat internal and external threads of any diameter of the same dental form as the tool, without any limitation of rotation. It saves the machining of the wires with different locations and requires the use of a large number of strawberries with different locations, reducing the use of tools during treatment.
(2) High treatment accuracy
Using a thread -on with a single board with mill threads, a smaller surface roughness can be obtained.
(3) High treatment efficiency
Most thread strawberries are made of cemented carbide, which can use a high cutting speed and a power rate, and have a small cutting force and high efficiency.
(4) can be treated over the thread depth
When processing the blind hole threads, the milling threads can treat the wires at the bottom of the hole to produce the entire depth of the thread without a thread cones.
2. Programming the thread striker on one side
2.1 Programming method
Depending on the principle of structure and training of the wire, we can see that as long as the nettage striker comes from a fixed z point each time.
2.2 Ordinary thread calculation formula:
Average diameter D2 = D-0.649 5 T;
Inner diameter D1 = D-1.082 5 T;
Theoretical height H = 0.866 0 T;
Working height H = 0.541 3 T;
Round angle radius R = H / 6 = 0.144 3 T;
The diameter of the bottom of the internal thread thread is: nominal diameter -1.3p;
The unique machining allowance of the inner thread is: 0.65p.
Above: p—— Train;
T-Pitch.
2.3 Programming
By taking the non-standard wire of M43 × 1.5-7h on CNC Fanuc-0i System CNC System, a single 20 mm single line cutter is used to treat M43 × 1.5-7h non-standard , Add WeChat: Yuki7557 Send a tutorial of the macro program, with an inner thread with a depth of 30 mm as an example, the program is written as follows: (official official of the official wire, simply modify the instructions of Direction of Milling in advance and retirement points and sub-retains)
(1) Simple programming
The idea of writing the program is to write a lower tool height as a helical height in a sub-program and define the G10 command through the user parameters.[3]Modify the compensation value of the radius of the tool, repeatedly call the spiral machining sub-program to obtain automatic machining.
O1000;
G40 G49 G80;
M03 S2000;
G00 G90 G54 X0 Y0;
G43 Z10 H1 M08;
G10 L12 P1 R10.975 Define the initial value of D01
M98 P2000 L3 Suboutine Call
G00 Z100; Quick knife lifting, cancellation
M05 pin stop
M09 Fluid stopping cut
The M30 program ends
Sub-program 1
O2000
G01 G90 Z1.5 F200;
G42 D01 x21.5 y0 feed at the starting point of the wire, radius of the left compensation tool
M98 p3000 L22 Sub -Random Call
G01 G90 G40 X0 Y0;
Z1.5 F500;
G91 G10 L12 P1 R-0.325 Modify the value of the radius of the D01 tool
M99 sub-program returns sub-program 2
O3000
G91 G03 Z-1.5 I-21.5;
M99 sub-program returns
(2) Programming using macro instructions[3-4]The general program of internal thread treatment achieves automatic machining of any standard internal wire by preset the basic internal thread diameter, the length, the diameter of the cutter cut and the thread height.
Program comments
O0001
# 1 = 41.5 the basic diameter of the inner wire
# 2 = 30 thread length
# 3 = 20 Time cutter diameter
# 4 = 1.5 pitch t
# 5 = 0 Coordinates of independent steering variables Z
# 6 =[#1-#3]/2-0.65*# Coordinate of the starting point of the radial tool center of the threading
# 7 =[#1-#3]/ 2 Coordinates of the final point of the Radial Tool Tools Center
# 8 = 0.5 Radial thread machining step
S2000 m3
G00 G90 G54 X0 Y0
Z30
N10 # 5 = # 5 + # 4 Z-Record Coordination of independent variable starting point
G1 Z # 5 F300 To ensure the integrity of the machining wire, shift a wire pitch upwards
# 6 = # 6 + # 8 Variable independent of management X
IF[#6GT#7]Then # 6 = # 7 Conditional judgment
G01 X # 6
N20 # 5 = # 5- # 4 Z-Recration independence of the coordinates of the independent variable
G03 I- # 6 Z # 5 Coordinated from the central point of the ball knife during the treatment of management X
IF [#5GE[-#2] ]Goto 20 – # 2 is to ensure the integrity of the treatment thread, another thread pace is treated downwards
# 5 = 0 Direction with independent variable variable coordination
G01 x0 x0 Directional Retreat
G00 Z[#5+#4] Z-Redreat
IF [#6LT#7] Goto 10 Determine if the depth of the wire reaches the predetermined value
G01 x0 x0 Directional Retreat
G00 Z-Zz-retard
The M30 program ends
After verification in production, when the treatment of the thread is carried out using the single-edge threading striker and the treatment program mentioned above, the program works for short, only 8 minutes; Control of the diameter of the precise and coherent wire, 4 threaded holes are treated continuously and the average diameter of the wire is not modified; Need to go to a professional manufacturer to customize non -standard special taps, considerably reduces the cost of buying special tools.
In actual production, under the conditions of compliance with the use requirements and the machining accuracy, the wire -on -board strawberry treatment method should be used to treat threads as much as possible, which can extend the range Machining CNC equipment, reducing investments in production, improving parts the treatment of efficiency and machining has many advantages such as high precision and very practical treatment of large diameter and non -standard threads .
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















