Treatment of deep holes plays a very important role in the field of mechanical treatment, representing around 40% of the volume of holes. New parts of hardness with high resistance, high value and high value difficult to make up have become more widely available and are used in aerospace, heat exchange equipment, medical devices and other fields. The requirements of precision and treatment efficiency is constantly improving, such as the cooling holes of the air film of the turbine blades with an irregular opening require an irregular shape. The parts arranged on the parts of the grille make the shape deep.
01 Traditional technology for the treatment of deep holes
For the deep treatment of holes, traditional drilling and treatment techniques of electric sparks are generally used.
The use of traditional drilling processes has process defects such as insufficient rigidity of tools, an easy rupture of drilling bits, chips that are difficult to discharge, an inability to treat overhard materials and the inability to treat holes special.
Using the technology of treatment for electric sparks, although the hardness of the room material is not limited, as the depth of the hole increases, the loss of electrode is serious. In addition, there is a layer of overhaul in the wall of the hole.
02 Innovative electrolytic treatment technology
Electrolytic treatment is an innovative process that uses the principle of metals producing an electrochemical dissolution of anodes in electrolytes. There is no macro “cutting force” and “cutting heat”, so that the surface of the part will not produce layers of plastic deformation like those formed during the cut, nor will not produce a residual stress , nor will produce electric sparks on the treatment surface. The surface roughness of the casting layer can reach RA0.05 μm, which has significant advantages for the treatment of materials that are difficult to treat and special parts of pores. The tool electrode is theoretically not exhausted, roughly, it can be used for a long period, the larger the size of the lot, the lower the production cost of one room.
Exploration of processes stability
However, when electrolyzing the deep hole parts of special shape, the characteristics of the flow field of the treatment space will considerably affect the distribution of the electrolyte flow, pressure, temperature, etc., And will thus affect the rate of dissolution of various parts of the site treatment and if the electrolyte can be discharged over time, which finally determines the quality of treatment of the depth of the hole parts. Consequently, rational optimization of the electrolytic treatment flow field can not only ensure the stability of the processing process, but also improve the treatment efficiency and the quality of the surface to a certain extent.
Many national and foreign researchers have also carried out a lot of research on how to improve the stability of the electrolytic treatment process. In the field of electrolytic treatment, and was with the world. Electrolytic treatment has created a school in the field of research and education for domestic electrolytic treatment.
In response to the problems of changes in the flow of sudden imports and exports, an unequal distribution of the flow of treatment of treatment deviations and stability of relatively bad processes in the electrolytic treatment technology of special holes of special form, Xue Runrong of the University of Nanjing of Aeronautics and Astronautics has a depth the diameter ratio of more than 10 under the direction and help of Mr. Zhao Jianshe. Optimized.
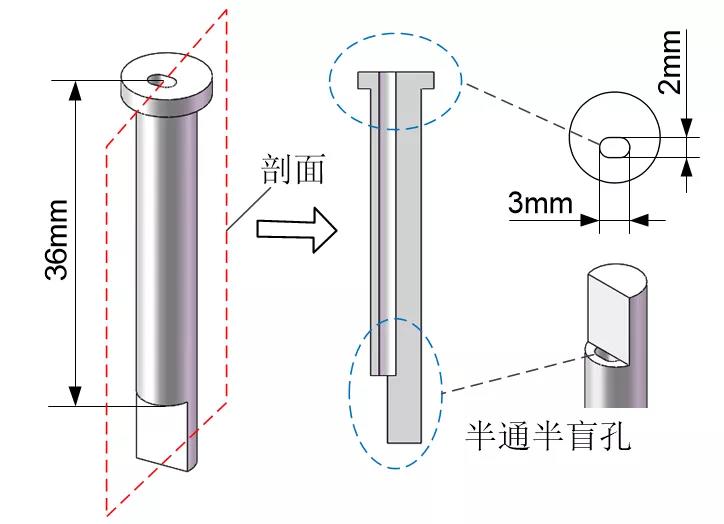
Figure 1 Schematic diagram of the parts selected in the test
The parts selected in the test are illustrated in Figure 1, with a Diameter Diameter ratio of 12: 1, the input of the special hole is a plan, and the output is a hole half and a half-liver. During electrolytic treatment, the tool cathode is connected to the negative power supply, the part is connected to the positive power electrode, and the tool cathode is powered downwards a certain speed. The difference formed by the tool cathode and the high -speed part, removing the processing products and the joule heat, and the part is an electrochemical dissolution occurs on the side to carry out the treatment and the formation of the Piece, and the insulating layer is coated outside the cathode tool to prevent secondary electrolysis from the wall of the transformed hole.

Figure 2 Schematic diagram of electrolytic treatment of special shape holes
Flow field optimization research
Stage of treatment penetration. As shown in Figure 3, the outlet of the special hole is half past and half blind. Interruptions, resulting in the deletion of parts and damage to the cathode. “In response to the above problems, we adopted the method of optimizing the Cathode fluid hole to improve the distribution of the flow field during the penetration of treatment.”

Figure 3 Schematic diagram of the machining penetration gap
According to the principle according to which the sum of the transverse cuts areas of the flowing path of liquid holes is greater than or equal to the sum of the transverse areas of the flowing path of the treatment space, the experimental team designed two liquids Structures, a single hole and porous, as shown in Figure 4. And using the EMAK PTS800 electrolytic machine, they were placed under the same conditions for the comparison of the treatment penetration stage. Finally, it has been confirmed that compared to a liquid holes structure, the liquid porous structure through can better guarantee that when the half and a half-lively holes are treated and penetrated, there is always a certain flow between The Cathode of the tool and the surface of the part, which is more conducive to treatment and penetration.

(a) Single hole liquid structure (b) porous liquid structure
Figure 4 Schematic diagram of the liquid hole structure
Start of start of treatment: as shown in Figure 5 (A), since the entrance to the special test hole is the plan, the flow field between the processing space is divergent. Suddenly changes, which is subject to short-circuit. To solve this problem, the experimental team has proposed a way to place an isolated deflector on the surface of the room, as shown in Figure 5 (B), to reduce the divergence of the flow field and protect the unfathenged parts of the room surface of the errors.

(a) No flow guide structure (B) with flow guide structure
Figure 5 Schematic diagram of the start phase of treatment of special shape holes
Step of treatment stability: Entering the treatment stability stage, electrolyte in the treatment deviation must have a certain flow to meet the landlocked product discharge requirements and an increase in the control temperature. In order to meet the electrolyte flow requirements, the fixing of a reasonable electrolyte input and output pressure is the key. “With the advantage of the EMAK PTS800 electrolytic machine which can adjust and control the treatment power parameters, electrolyte parameters, etc. in real time and obtain feedback information in a timely time, we can easily reach The adjustment of different imports of import and export and explore and adjust according to the treatment conditions.
The experimental team first took the exit pressure of the 0MP electrolyte and the input pressure increased gradually for different values for the analysis and found that with the increase in the input pressure, Although the flow of the electrolyte continues to increase, the negative pressure the surface around the adjacent liquid hole also gradually increases. When the negative pressure zone increases, when the pressure suddenly drops into space, the electrolyte is easily vaporized and the accumulation of bubbles will cause holes phenomena, which will affect the softness progress of treatment. To remove the negative pressure zone, only the back pressure is applied appropriately.
In a new series of exploration of different outlet press pressures and input pressure values, the test team has finally found reasonable parameters that can not only meet the design requirements of the electrolyte flow rate, but Also considerably reduce the negative pressure zone after a repeated comparison and analysis.
Composite power effect on the flow field
By increasing the back pressure, although the negative pressure zone is reduced to a certain extent, it is difficult to eliminate it completely, and the stability of the process cannot be absolutely guaranteed. Optimization solutions. “Since the Emak electrolytic machine has a vibration feeding function, after repeated discussions with the professor, we finally found a solution – the composite movement of food.”
“Emac Electrolytic Machine Tool is delivered with a vibration device in the Z axis, which can achieve a compound movement or a linear movement according to needs, providing us with very good material support to explore the impact of the movement of the composed food compounds On the distribution law of the flow field. “Professor Zhao added. The movement model of a single vibration period defined by the test is illustrated in Figure 6.

Figure 6 Schematic diagram of the single vibration period
A comparative analysis of electrolyte flow and sampling points for electrolytic pressure data on diagonal lines at different times in a single vibration period revealed that periodic low -amplitude periodic vibrations can be avoided and that electrolyte products accumulated Can be weakened during the linear food of the tool cathode. The secondary corrosion of the parasitic electric field on the lateral walls of the special holes makes the distribution of the flow field more uniform, improves the accuracy of treatment of special shape holes, optimizes the distribution of the flow field during the penetration of the treatment and improves treatment stability.
Electrolytic treatment test with deep hole of special shape
Once the process plan and processing parameters have been determined, the test team inaugurated the last and most critical of real machining. The equipment used in the test is always from the EMAK PTS800 electrolytic machine tool. “The integrated control system, including the body of the tool-machine, the control system, the electrolyte circulation filtration system and the power supply power supply can not only control the CNC axis, The treatment power parameters, electrolyte parameters, etc. in real time, but also adjust it in real time as a function of feedback information to obtain a precise positioning, a high quality treatment, a graph and a display of text, and an extremely humanized operating interface make the processing process more realistic and intuitive, offering great convenience to students who always know the electrolytic treatment technology. ‘Electrolytic treatment equipment is recognized.

Figure 7 EMAK PTS800 Electrolytic tool
According to the optimization scheme of the flow fields explored in the previous steps, the room material is placed in the electrolyte, the corresponding parameters are defined and the Z axis is authorized to make a composite movement at different speeds of ‘Food and certain vibration frequencies to carry out electrolytic elements treatment tests. By measuring and comparing the difference between the actual size and the theoretical size of the sample treated at different power speeds, the supply speed with the smallest error and the highest accuracy is selected and several treatment tests are carried out at this speed.
The actual treatment object is illustrated in Figure 8. The dimensions of the part are stable at 2.05 ± 0.03 mm and 3.05 ± 0.03 mm, which not only obtains a high precision treatment and Stable, but also ensures excellent surface quality.

Figure 8 real image of a small batch sample
“Precision electrolytic treatment technology is one of the most advantageous methods to deal with difficult processing materials and complex structural parts, and is also the objective of the attention and search for China Southern Airlines Pukou Advanced Manufacturing Research Institute.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















