Each tool will adopt different processing parameters for different processed materials. In the field of milling, tool manufacturers aim to improve processing efficiency by optimizing tool materials and developing more targeted coating technologies.
Through the combination of various elements in materials, we can see thousands of raw materials that can be processed. To process these materials, we need to know the processing properties of that material and the method that should be optimized for processing.
1
The material group the part belongs to
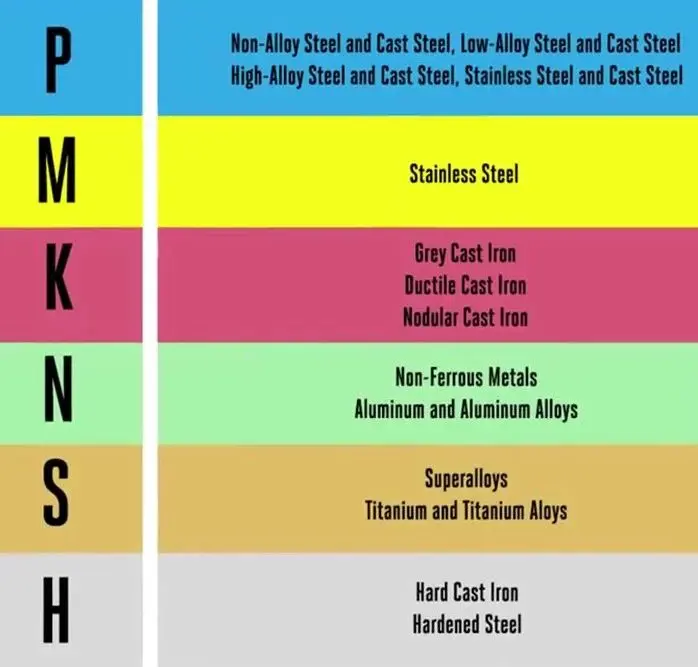
According to the international standard ISO 531:1966, a total of processable materials are divided into 6 categories, namely:
The steel material represented by P;
M represents stainless steel material;
The cast iron material represented by K;
Non-metallic material represented by N;
High temperature materials represented by S;
High hardness material represented by H;
Within these broad categories, tool manufacturers classify materials into smaller categories based on their tensile strength and hardness. If we can’t find the processing performance parameters of the material to be processed in these subcategories, the most feasible way is to consult the tool supplier, I believe they will be happy to help you solve this issue.
2
Calculation formula
We usually see the following formula in tool manuals

Before talking about this formula, let’s remember what we learned about the formula for the circumference of a circle:
C (circumference) = π (pi) * d (diameter)
According to this formula, we can conclude that for each revolution of a tool of diameter D, the distance traveled by the outermost point of the tool is:
p*D
So, when the tool rotates at a frequency of n revolutions/1 minute, the distance traveled is:
n*p *D
According to the formula time (T) × speed (V) = distance (S), the speed Vc of the outermost point of the tool at any point in this period of time is:
Vc=(n*π *D)/1
By conversion, we obtain the following formula:
n = Vc/(π *D)
Notice! Our tool uses millimeters (mm) as a unit, so the speed unit Vc in the previous formula is: mm/minute
After length conversion (1m=1000mm), we have this common formula:

After simplifying the equation, we have our final version of the formula:

Notice!
Here, the unit of D (tool diameter) is still mm (millimeters), and the unit of Vc (linear speed) has become: M/min (meters/minute)
This formula also applies to filming. In turning, D here represents the diameter of the blank.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















