Milling cutters are generally multi-edged tools. Because they have many teeth involved in cutting at the same time, have long cutting edges, and can use higher cutting speeds, they have high productivity. Different cutters can be used to process planes, grooves, steps, etc., as well as gears, threads, splined shaft tooth shapes and various formed surfaces.
1
Structure of the cutter
Let’s take the example of indexable cutters:
1) Main geometric angles
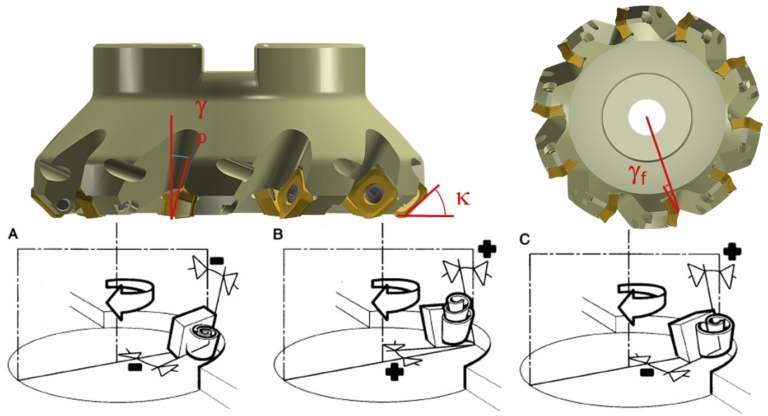
The milling cutter has a lead angle and two rake angles, one is called axial rake angle and the other is called radial rake angle.
The radial rake angle γf and the axial rake angle γp. The radial cutting angle γf mainly affects the cutting power; the axial rake angle γp affects the chip formation and the direction of the axial force. When γp is a positive value, the chips. fly away from the noodle machining process.
Cutting angle (contact surface of cutting face)
Negative cutting angle: for steel, steel alloys, stainless steel, cast iron.
Positive rake angle: used in viscous materials and some high temperature alloys.
Center front corner: used for threading, grooving, profiling and forming knives.

Use negative cutting angles whenever possible.
2) Cutter geometry
The first is: positive angle – positive angle

The cut is light and smooth, but the edge strength is poor. Suitable for processing soft materials and stainless steel, heat-resistant steel, ordinary steel and cast iron, etc. This shape should be preferred in the presence of low-power machine tools, insufficient rigidity of the process system and built-up edges.
Benefits :
+ soft fit
+ Smooth chip evacuation
+ good surface roughness
Disadvantages:
– Peak strength
– Does not promote switching off the contact
– The workpiece is separated from the machine table
Next comes: negative angle – negative angle

It has strong impact resistance and uses negative blades, suitable for rough milling of cast steel, cast iron and high hardness and high strength steel.
However, milling consumes a lot of energy and requires excellent rigidity of the process system.
Benefits :
+ peak force
+ Productivity
+ Push the part towards the machine table
Disadvantages:
– Greater cutting force
– Chip blocking
Finally: positive angle – negative angle

The cutting edge has strong impact resistance and is sharp. Suitable for processing steel, cast iron and cast iron. The effect is also better when milling with large margins
Benefits :
+ Smooth chip evacuation
+ favorable cutting forces
+Wide range of applications
3) No strawberries


1) Dense teeth: high speed feeding, large milling force, small chip space.
2) Standard teeth: conventional feed speed, milling force and chip gap.
3) Coarse teeth: low speed feed, low milling force, large space for chips.
If the cutter is not equipped with a special Wiper insert, the surface roughness depends on whether the feed per revolution exceeds the width of the Wiper plane of the insert.
Example: groove milling and contour milling

Number of teeth:
•Sparse or standard teeth for milling grooves (safety)
•Dense teeth for contour milling (productivity)
2
Types and Uses of Strawberries
Types of cutters can be divided into sharp-toothed cutters and shovel-toothed cutters according to the structure of the teeth. According to the relative position of the cutter teeth and the axis of the cutter, it can be divided into cylindrical cutters, angle cutters, face cutters, forming cutters, etc. According to the shape of the teeth of the milling cutter, they can be divided into straight tooth milling cutters, spiral tooth milling cutters, angle tooth milling cutters and curved tooth milling cutters. According to the structure of the tool, it can be divided into integral cutters, combination cutters, groups or complete sets of cutters, insert tooth cutters, machine collet welding cutters, indexable cutters, etc. But it is generally divided into the form of teeth back processing of cutting tools.

Sharp tooth cutters can be divided into the following types:
(1) Face milling cutters include solid face milling cutters, toothed face milling cutters, machine clamped indexable face milling cutters, etc., which are used for roughing, semi-finishing and finishing of various planes , walking surfaces, etc.
(2) End mills are used for milling walking surfaces, side surfaces, groove recesses, holes of various shapes on the workpiece and internal and external curved surfaces, etc. While end mills are easily distinguished, they can be divided into two categories: left-handed and right-handed. Nowadays, many people still have no concept of left and right rotation.
Right hand cutter
First, the following method can be used to determine whether the tool is left-handed or right-handed. Faced with a vertically placed cutter, if the flute rises from the bottom left to the top right, it is a right rotation; if the flute rises from the bottom right to the top left, it is a left rotation. You can also use the right hand rule for right rotation. The four bent fingers indicate the direction of rotation and the raised thumb indicates the direction up, which indicates rotation to the right. The spiral flute plays a chip retaining role and is also the part that makes up the cutting angle and the front face of the cutter.

Left cutter
Left-handed cutters are generally chosen for high precision machining requirements. Left-handed milling cutters are generally used in the finishing processing of mobile phone buttons, membrane switch panels, LCD panels, acrylic lenses, etc. But there are some demanding ones, including the production and processing of some mobile phone buttons or electrical appliance panels. The requirements for high precision and smooth finishing are also very high. You need to choose the bottom row of cutout and turn left. avoid knife edge whitening and processing. Incisions on parts may appear, etc.

(4) Groove cutter and saw blade cutter are used for milling various grooves, sides, walking surfaces and sawing, etc.
(5) Special groove cutters are used for milling various shapes of special grooves, such as shaped groove cutters, half-moon groove cutters, dovetail groove cutters, etc.
(6) Angle milling cutter: used for milling straight grooves, spiral grooves, etc.
(7) Mold milling cutter: used for milling the convex and concave forming surfaces of various molds.
(8) Group milling cutter: multiple milling cutters are combined into a set of milling cutters, which are used for milling complex forming surfaces, surfaces of different parts of large parts and wide planes.
Shovel tooth cutters: Some cutters that require resharpening the front and back to maintain the original tangential shape and use shovel teeth on the back, including disc slot cutters, spade tooth cutters, convex semicircle, concave semicircle cutters, double angle cutters, and form cutters, knife, etc.
3
Milling down and milling up
There are two methods relating to the direction of feed of the part and the direction of rotation of the cutter:

The first is uphill milling. The direction of rotation of the cutter is the same as the direction of feed of the cut. When cutting begins, the cutter bites the workpiece and cuts the final chips.

Down milling
The second type is upward milling. The direction of rotation of the cutter is opposite to the direction of cutting feed. The cutter should slide over the workpiece for a while before starting to cut. with the maximum cutting thickness.

Ascending milling
In three-sided milling cutters, some end mills or face milling cutters, the cutting forces have different directions. When facing, the cutter is just outside the workpiece, so special attention must be paid to the direction of the cutting force. When milling down, the cutting force pushes the workpiece toward the workbench; when milling up, the cutting force pushes the workpiece away from the workbench.
Since the cutting effect of down milling is the best, down milling is generally preferred. Only when the machine tool has thread clearance problems or problems that cannot be solved by down milling is up milling considered. Ideally, the diameter of the cutter should be larger than the width of the workpiece and the axis of the cutter should always be slightly away from the axis of the workpiece. When the tool is placed directly against the cutting center, burrs are easily generated.
The direction of the radial cutting force will continue to change as the cutting edge enters and exits the cut. The machine tool spindle may vibrate and be damaged. The blade may be broken and the machined surface will be very rough. off-center, the direction of the cutting force will no longer fluctuate – The cutter will receive a preload. We can compare center milling to driving down the center of the road.
Each time a milling insert enters a cut, the cutting edge is subjected to impact loads whose magnitude depends on the cross-sectional area of the chip, the workpiece material and the type of cut . When cutting and removing, the correct engagement between the cutting edge and the workpiece is an important direction.
When the cutter axis is completely outside the width of the workpiece, the impact force during cutting is borne by the outermost tip of the insert, which means that the initial impact load is borne by the most sensitive part of the tool. The cutter finally leaves the workpiece with its tip, which means that from the start of the cut until the blade leaves, the cutting force acts on the outermost tip until the impact force is discharged.
When the center line of the cutter is exactly on the edge line of the workpiece, the blade will break away from the cut when the chip thickness reaches the maximum and the impact load reaches the maximum when cutting . When the cutter axis is within the width of the workpiece, the initial impact load during cutting is borne by the part farthest from the most sensitive tool tip along the cutting edge, and the blade comes out of the cut relatively smoothly when it retracts.
For each insert, it is important how the cutting edge leaves the part upon exiting the cut. Material remaining near retraction can reduce blade play somewhat. As the chip breaks away from the workpiece, an instantaneous pulling force is generated along the rake face of the blade and often produces burrs on the workpiece. This pulling force can endanger the chip edge in dangerous situations.
Comparison table between down milling and up milling

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















