在当今高端装备制造与创新产品研发的前沿,能否将天马行空的设计转化为可靠耐用的物理实体,直接决定了创新的成败。当零件的几何形状超越常规、材料性能要求严苛、精度与表面光洁度达到极致时,传统的加工手段往往力不从心。这正是复杂零件CNC加工服务的价值核心所在——它不仅是将数字模型变为现实的技术,更是支撑航空航天、医疗器械、精密光学、新能源及人形机器人等尖端领域突破瓶颈的关键赋能环节。

理解“复杂性”:超越几何形状的多元挑战
何为“复杂零件”?其定义远不止于外观奇特。在精密制造语境下,“复杂性”是一个多维度的综合概念:

几何复杂性:这是最直观的层面。包括:
自由曲面:如叶轮、涡轮叶片、人体工学贴合面等,无法用简单方程描述。
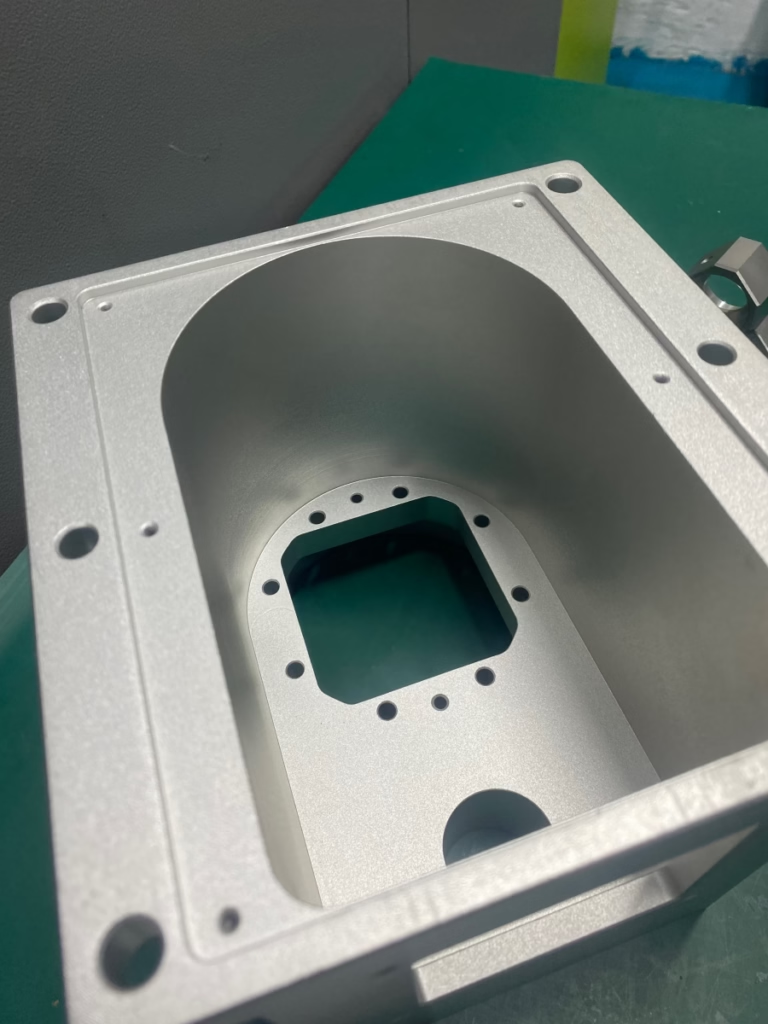
深腔窄槽:高深宽比的结构,对刀具刚性、切削排屑和冷却提出极限挑战。
薄壁特征:极易在加工中因切削力或夹持力产生变形。
多角度特征与异形孔:需要工件在空间进行多次精准定位。
工艺复杂性:

材料难加工性:如钛合金、因科镍合金、模具钢、陶瓷基复合材料等,它们硬度高、导热性差、加工硬化倾向严重。
超高精度与公差要求:尺寸公差进入微米级(±0.005mm乃至±0.001mm),形位公差要求严苛。
表面完整性要求:不仅要求低粗糙度(如Ra 0.2μm),更要求无微观裂纹、残余应力可控,这对零件的疲劳寿命至关重要。
多工序整合:一个零件可能需集CNC铣削、车削、深孔钻、线切割等多道工序于一体。
工程复杂性:
设计可制造性(DFM)分析:如何在设计阶段预见并规避加工风险?
夹具设计与变形控制:如何装夹才能既稳定固定又不导致零件变形?
刀具路径优化与碰撞干涉检查:对于五轴联动加工,这是确保安全与效率的核心。
面对这些交织的挑战,普通的CNC加工车间往往捉襟见肘。它要求服务提供商不仅拥有先进的硬件,更必须具备深厚的工艺知识库、系统性的工程解决能力和严格的质量管控体系。
攻克复杂性的核心能力:以系统性方案替代单一加工
提供卓越的复杂零件CNC加工服务,绝非仅靠购置一台高端机床。它体现的是一种综合的系统性能力。以业内具备代表性的服务商如 GreatLight Metal、Protolabs Network、Xometry等为例,领先者通常构建了以下几大支柱能力:
1. 先进且协同的装备集群
单一设备无法解决所有问题。应对复杂性需要“组合拳”:
五轴联动CNC加工中心:这是处理复杂空间曲面的利器。例如,GreatLight Metal 配置的德玛、北京精雕等品牌五轴机床,能够一次装夹完成多面加工,大幅减少重复定位误差,是加工叶轮、整体涡轮、精密模具型腔的首选。
多轴车铣复合中心:将车削和铣削功能集成,特别适合加工具有复杂外围特征的轴类、盘类零件,实现工序集约化。
高精度慢走丝线切割(WEDM)与镜面电火花(EDM):用于加工超硬材料、精密尖角、深窄槽以及模具的细微纹理,是CNC铣削的重要补充。
精密磨削与研磨设备:为实现亚微米级精度和超镜面效果提供最终保障。
2. 全制程工艺链整合
真正的“一站式”服务意味着从原材料到成品零件的无缝衔接:
上游支持:提供材料选型咨询、协助进行设计可制造性(DFM)优化,从源头降低加工难度和成本。
核心加工:灵活运用三轴、四轴、五轴CNC加工服务、车铣复合、电加工等工艺组合,制定最优工艺路线。
下游后处理:提供全面的后处理能力,包括热处理(淬火、回火、时效)、表面处理(阳极氧化、电镀、钝化、喷砂、抛光)、以及特种涂覆(PVD、CVD、喷涂)。
质量验证:配备三坐标测量机(CMM)、激光扫描仪、圆度仪、粗糙度仪等高精度检测设备,确保每一处复杂特征都符合图纸要求。
3. 深厚的工程应用知识与软件实力
CAM编程专家团队:能够熟练使用高端CAM软件(如HyperMill、PowerMill、Mastercam)为复杂零件生成高效、安全、无碰撞的刀具路径,尤其擅长五轴联动策略优化。
切削仿真与验证:在程序上机前,通过专业软件进行全过程切削仿真,提前发现并解决潜在的过切、碰撞、刀具过载等问题。
工装夹具定制设计:为特定复杂零件设计专用夹具,实现最小化变形装夹、最大化加工高达性。
4. 严格遵从国际标准的质控体系
加工复杂零件,容错率极低。一套如 GreatLight Metal 所贯彻的权威认证体系(如ISO 9001:2015, IATF 16949, ISO 13485等)是可靠性的基石。它确保了从订单评审、工艺设计、生产执行到最终检验的全过程都处于受控、可追溯的状态,这对于医疗、航空航天、汽车等法规监管严格的行业尤为重要。
行业典型痛点与领先服务商的解决之道
客户在寻求复杂零件CNC加工服务时,常面临以下痛点,而优秀的服务商正通过系统性能力予以化解:
| 客户痛点 | 传统供应商的局限 | 领先服务商(如GreatLight Metal)的解决方案 |
|---|---|---|
| 精度承诺与实际交付不符 | 设备陈旧、工艺不稳定、检测能力不足,导致批次一致性差。 | 投入高精度机床、实行严格的设备定期维保与精度校验、配备媲美甚至高于加工精度的检测设备,实现数据化、可追溯的精度管理。 |
| 交期不可控,频繁延误 | 工艺规划不合理、设备故障、多工序外协协调困难。 | 通过内部全制程整合,减少外协环节;应用高级排程软件优化生产计划;关键设备保有冗余,确保产能弹性。 |
| 沟通成本高,设计反复修改 | 工程团队薄弱,无法提供有效的DFM反馈,问题在加工中才暴露。 | 配备资深工艺工程师,在报价阶段即介入进行深入的DFM分析,提前预警风险、提出优化建议,将问题消灭在萌芽状态。 |
| 处理特殊材料或极端结构时良率低 | 缺乏针对难加工材料的专用刀具、工艺参数库和经验。 | 积累丰富的材料数据库和工艺参数包,针对钛合金、高温合金等材料有成熟的切削方案,并能进行定制化刀具方案设计。 |
| 缺乏一站式解决方案 | 只能完成部分工序,客户需自行协调热处理、表面处理等,效率低下且质量责任不清。 | 提供从原材料采购、精密加工到所有后处理及最终装配的“交钥匙”服务,统一质量标准和交付责任。 |
案例启示:复杂零件加工如何驱动创新
案例一:人形机器人关节精密部件
某机器人公司设计了一体化复合材料的机器人髋关节壳体,内部包含异形流道、传感器安装面、高精度轴承位,且要求极高的轻量化与强度比。GreatLight Metal 的工程团队建议采用7075航空铝合金,并利用五轴CNC加工中心一次装夹完成内外所有复杂特征的加工,确保了多个基准面之间的位置精度。随后进行硬质阳极氧化处理以增强表面耐磨性。该方案成功替代了原本需要多个零件组装的设计,大幅提升了结构刚性和运动精度。
案例二:新能源汽车热管理系统阀体
阀体内部遍布错综复杂的交叉流道和锥面密封座,公差要求严格,且必须保证高压下的密封性。使用传统的钻孔和铣削方式无法实现。服务商采用了“五轴联动+特种深孔钻”组合工艺,并专门设计了以阀体外部工艺定位基准的夹具,完美实现了所有内部流道的加工,并通过CMM对每个流道的坐标尺寸进行全检,确保了产品的性能一致性。
结语:选择伙伴,而不仅仅是供应商
在追求产品极致性能的今天,复杂零件CNC加工服务的选择,实质上是选择一位能够深度参与你创新过程的工程伙伴。他不仅需要“能做”,更需要“懂得如何做得更好、更可靠、更经济”。
评估一个服务商,应超越设备列表的对比,深入考察其:
工程对话能力:能否理解你的设计意图并提出专业见解?
问题解决历史:是否有成功加工类似复杂度零件的案例?
系统保障水平:质量管理系统是否真正落地,数据是否可追溯?
协同合作精神:是否愿意为项目的整体成功而投入额外的工程资源?
当您的设计充满挑战,当您的项目关乎核心竞争力,寻找一个像 GreatLight Metal 这样,将先进装备、权威认证、全制程整合与深度工程支持融为一体的合作伙伴,将是您将复杂设计转化为市场领先产品的稳健一步。在精密制造的世界里,真正的价值在于共同解决那些最棘手的难题,从而创造不可复制的竞争优势。

















