Uncovering the Mystery of PowerHouse: Your Comprehensive Guide to the Basics of CNC Milling
In the modern world of manufacturing, CNC milling is the foundation pillar. This subtraction technology revolutionizes how we shape raw materials into complex high-precision components, leaping innovation from aerospace to medical equipment. Whether you are an engineer for designated parts, a designer seeking productive insights, or a curious enthusiast, it is crucial to understand the basics of CNC milling. Let’s break down this powerful process.
Core concept: Digital commands satisfy mechanical accuracy
CNC (Computer Numerical Control) Milling uses computer instructions to control the movement of multi-point rotation cutting tools. These tools systematically remove the material from solid blocks (workpieces), carve it accurately into the desired 3D shape defined by the CAD (Computer Aided Design) model, and convert it into machine code (G code) by CAM (Computer Aided Manufacturing) software.
It can be considered as a robot engraving with unparalleled accuracy and repeatability, controlled to fractions of millimeters or even microns.
Major players in CNC milling systems
Machine (or factory): Physical fingering. Its core components include:
- frame: Provides rigidity and absorbs cutting forces.
- Spindle: A high-speed rotating shaft that accommodates and drives cutting tools.
- Cutting tools: Usually end mill (flat, ball nose, horn) or drill bit. Materials (such as HSS, carbides, diamonds) and geometry are crucial.
- table: The platform ensures the workpiece.
- axis: Defines the freedom of movement of the machine. The basic machine operates on three linear axes:
- X-axis: about.
- Y-axis: Forward and backward.
- Z-axis: Up and down (spindle motion).
- Control Panel and CNC Controller: The computer brain explains the G-code and drives the motor.
Program (G code): Step-by-step digital instruction set. It determines the tool path, spindle speed, feed rate (speed of the tool moving through the material), coolant application and tool replacement.
- Artifacts: Clip the raw material blocks (metal, plastic, wood, composite) firmly on the table. Fixing is crucial for accuracy and safety.
How does this process work? Simplified view
- Design and Programming (CAD/CAM): Create or obtain a 3D model of the part. CAM software analyzes the model, defines the tool path, selects the cutting tool, calculates the speed/feed, and generates G-code specific to the target computer.
- set up: The operator fixes the workpiece to the workpiece, fixture, fixture or special fixtures on the table. They install the required cutting tools onto the machine’s tool changer or spindle.
- Format: Make sure the spindle is completely perpendicular to the table for accurate cutting.
- zero: Establish the machine’s reference points (X0, Y0, Z0) relative to the workpiece – Calculate the source of all motions.
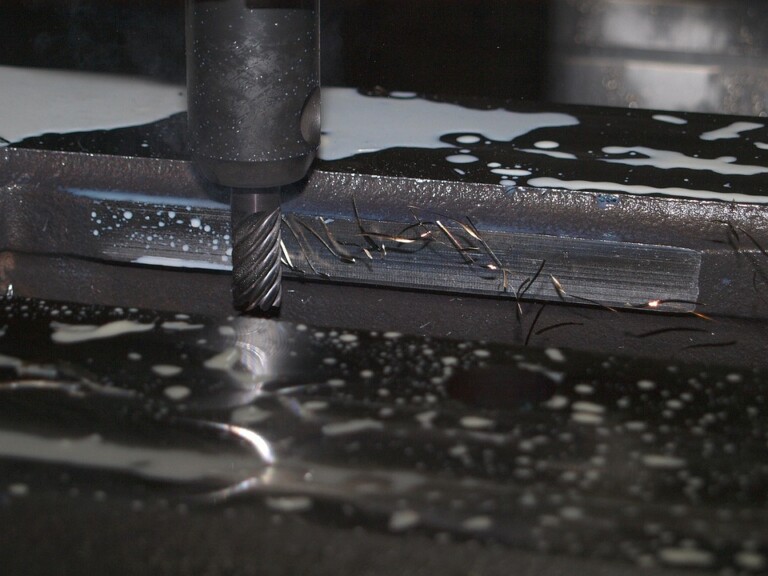
- Run the program: The G code is loaded. The CNC controller executes the program: move the table (or spindle) exactly along the programming path, rotate the cutting tool at high speed, and then delete the material layer by layer. Coolant often floods the working area to reduce heat, extend tool life and remove chips.
- Complete and check: After the program is completed, the parts will be uninstalled. It checks the original design specifications using accurate measurement tools (CMM, caliper, micron).
Types of CNC milling operations
The milling machine performs various operations:
- face: Create a flat surface on top of the workpiece.
- Bag: Milling close, shallow cavity.
- analyze: Cut along the outer contour of the shape.
- Slot: Milling narrow straights.
- Drilling and eavesdropping: Create holes and thread them.
- fall: Feed the tool directly down into the material (e.g., pocket or start hole).
- engraving: Create details or text.
Milling Strategy: Climbing and Tradition
- Regular Milling: Screw knife be opposed to Direction of workpiece feed. The chip thickness begins to thin and increases. The requirements are smaller on the machine, but may result in a rougher finish or tool deflection.
- Climbing and milling: Screw knife and Direction of workpiece feed. The chip thickness begins to thicken and decreases. Typically, due to gradual engagement, a smoother finish, less tool deflection, and longer tool life are provided, but a rigid machine is required to handle cutting forces correctly. Most modern CNC machining is advantageous for climbing and milling.
Material Important: What can you mill?
CNC milling processes large amounts of materials:
- Metal: Aluminum, steel (gent, stainless steel, tool), brass, copper, titanium, magnesium.
- plastic: ABS, nylon (PA), polycarbonate (PC), PEEK, acetyl (POM), PTFE.
- Composite materials: Glass fiber reinforced plastic (GFRP), carbon fiber reinforced plastic (CFRP).
- Wood and foam: (usually used in prototypes or molds).
Each material has unique properties, with the choice of tool selection, speed, feed and cooling strategies.
Unlocking complexity: Power of five-axis CNC milling
While 3-axis CNC milling is versatile, complex geometries with multiple sides or require complex contours often require greater flexibility. This is Five-axis CNC milling Really good at and improve manufacturing capabilities. Instead of adding rotational motion only in x,y,z,five-axis machines:
- Two other rotation axes: Typically, these allow the spindle or Inclined and rotatable table (a-axis: rotate about x, b-axis: rotate about y or c-axis: rotate about z-configuration varies by machine).
- Key Benefits:
- Single setting processing: Complex parts can usually be completed in a single fixture. This significantly improves accuracy (eliminates redefinition errors) and cuts production time.
- Unprecedented geometric freedom: Create shapes that are impossible or extremely efficient through 3-axis machining – deep dents, complex organic curves (e.g. impellers, turbine blades), composite angles.
- Top surface finish: Tools that are optimally oriented perpendicular to complex surfaces for quality finishes and eliminate "Stair steps" Cultural relics.
- Accessibility: Arrive to the covered area in the traditional 3-axis setup.
- Shorter tools may: Improved tool access often allows for the use of shorter, more rigid tools for improved accuracy and faster machining speeds.
Implementation accuracy: accuracy and tolerance
CNC milling is precious for its accuracy. Key terms include:
- tolerant: Permissible limits for physical dimensional variations (e.g., ±0.005 inches or ±0.05 mm). Tighter tolerances increase complexity and cost.
- accuracy: How close is the machining part to the expected size.
- Repeatability: How machines consistently produce the same parts.
Tolerances are greatly influenced by machine capabilities (rigidity, calibration), tool condition, machining strategies, operator skills, material characteristics, thermal conditions and effective workers.
Post-processing: Complete touch
After milling, the parts usually need to complete operations:
- Deburring: Removes sharp edges or burrs created during processing.
- Surface finish: Smooth the surface by grinding, polishing, bead blasting or vibrating the finish.
- Coating/Golding: Apply protective or aesthetic finishes such as anodized (aluminum), electroplating (chrome, nickel), powder coating or paint.
- Heat treatment: Change material properties to enhance hardness, strength, etc.
Why choose CNC milling?
- High precision and accuracy: Essential for complex functional parts.
- Repeatability and consistency: Ideal for mass production of the same parts.
- Complex geometric shapes: By means of manual methods or other processes, complex shapes may be difficult or impossible.
- speed: Once programmed, large batches can be manufactured quickly.
- Material versatility: Use most engineering materials.
Conclusion: Accurate manufacturing, realization
CNC milling is the backbone of modern precision manufacturing. Understanding its fundamentals – from the interaction of axes and tools to material behavior and programming logic – gives informed decisions when developing parts or choosing a manufacturing partner. For truly complex geometric shapes, the highest accuracy, single setting efficiency and superior surface quality are required. Five-axis CNC milling represents the pinnacle of this technology.
At Greatlight, we take advantage of this peak every day. As a professional five-axis CNC machining manufacturer, we combine advanced equipment, deep process expertise and strict quality control to solve your most challenging metal component manufacturing problems. From rapid prototypes to complex production runs, we effectively add a wide range of materials to your exact specifications. Our one-stop service includes comprehensive post-processing and finishing to ensure that your parts are perfectly applied to them. When you ask for superior geometric freedom and uncompromising accuracy, Gregtime is your trusted five-axis CNC machining partner. High-quality quality + speed + precision = best value.
FAQ: The Mystery of CNC Milling
What are the main differences between CNC milling and CNC rotation?
- Milling: Multi-points using rotation tool Remove material from fixed (or moving) workpieces. Best for prismatic parts (shapes defined by profile, pocket, slot, plane surface).
- Rotating (also known as CNC lathe): Rotate Workpieces For fixed single point cutting tools (although the real-time tool lathe adds milling capability). Best for rotating parts (shaft, cylinder, cone, disc).
How long does it take to mill part of it?
- There is no answer. It depends to a lot on part complexity, size, material hardness, required accuracy, finish quality, machine functionality and whether set time is included. Simple small parts can take several minutes; complex large parts with tight tolerances can take several hours. Programming time must also be considered.
How accurate is CNC milling?
- Modern high-end CNC plants, especially five-axis machines, can achieve excellent tolerances, usually attributed to ±0.0001 inches (±0.0025 mm) Under ideal conditions and meticulous process control, although ±0.001 to ±0.005 inches (±0.025 to 0.127 mm) is more common in many commercial applications. The practically achievable tolerances depend on machine calibration, tool condition, material, heat and partial geometry.
What file formats are required for CNC milling?
- CAD files are an indispensable starting point. Common formats include step (.stp, .step – 3D geometry is strongly recommended), Igs (.igs, .giges), Parasite (.x_t, .x_b) or native CAD format. For toolpath generation (CAM), there is a specific proprietary format, but the end result of loading onto the machine is G code (For example, standardized commands such as G01, G02, M03). high resolution Surface model or Solid Model It is crucial for accuracy.
What are the limitations of CNC milling?
- Internal cavity: Extremely complex internal geometries, especially sharp inner corners (limited by tool radius) or deep cavity with narrow openings, may be difficult or impossible to achieve.
- Undercut: The standard 3-axis mill struggles without multiple setup/reinstallation (by 5-axis solution).
- Material removal rate: Losing large inventory can be time-consuming compared to casting or forging (such as casting or forging). High-speed machining will alleviate this situation.
- Initial cost: CNC machines are important capital investments.
- Exercise wear and cracking: Tools wear and may break and require monitoring and replacement.
How does Greatphister utilize five-axis milling compared to three-axis?
- We use five-axis milling to unlock advantages beyond complexity: Single setting generated Eliminate errors and speed delivery; Best tool direction Ensure optimal finish and tool life; Enhanced rigidity Improved accuracy with shorter tools; and we Complex curves and angles of processing Effectively without clumsy labor gymnastics. This translates into parts that other stores may encounter, delivering faster and more accurately.
Can Greatlight handle completion?
- Absolutely. As a one-stop solution, we offer comprehensive post-processing, including professional glitches (manual and automation), a wide range of Surface finish options (Roughness adjustment, polishing, bead explosion), Protective coatings (Aluminum Type II and III anodes, passivation of stainless steel), Paint complete (powder coating, wet paint), then Professional Services. Tell us about your functional or aesthetic requirements.
What lead time can I expect for custom milling parts?
- Our lead times vary according to the complexity of the project, quantity, material availability and the finish required. Rapid prototyping It can usually be delivered within a few days. Production operation requires detailed planning. Contact us directly with your specific project requirements for an accurate delivery time quote. We prioritize speed and quality.
- Is five-axis CNC milling much more expensive than three-axis?
- The initial machine cost is higher and the programming complexity (real Efficient 5-axis tool paths require high expertise) can increase engineering time. But, from Single setup processingreduced secondary operations and potentially reduced waste rates can often lead to Five axes are more cost-effective overall For complex parts. This is an investment in efficiency and capability. For simpler parts, 3-axis is still very cost-effective – we your part.

















