Processing and clamping thin-walled parts has always been one of the challenges in the industry. There are many on-site processing methods, but few are suitable for mass production. We use a three-claw floating clamp that can position and clamp thin-walled parts without requiring excessive clamping force, which greatly improves the processing effect.
As we all know, when thin-walled parts are clamped on the outer circle for turning, the parts are prone to deformation under the action of the clamping force, which affects the machining accuracy and makes difficult to guarantee the dimensional tolerance of the workpiece.
Let’s take the example of processing an export part 8T-4556. Its outer diameter is 412 mm and its wall thickness is 25 mm. It is a thin-walled part and the blank is produced by casting. Process requirements are in the outer circle. Under the clamping conditions of the positioning data, the end face and the inner hole are rotated, and the tolerance area of the inner hole size is only 0.08mm. During trial production of this part, we used the traditional method of clamping the outer circle with three soft claws. The workpiece is easily deformed during clamping, which at the same time affects the machining accuracy, due to the irregular outer circle of the blank. , the clamp positioning is unstable In order to reduce deformation, the clamping force should be reduced, but this may cause the clamp to loosen.
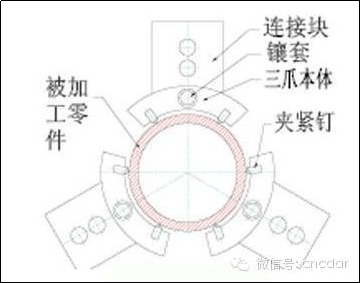
In this regard, we broke away from the traditional method of increasing the clamping contact area (adding a split sleeve) and adopted three-claw floating clamping with six-point positioning clamping (as shown in Figure 1), which has achieved better results in practice. applications. Good results.
Figure 1 Three-jaw floating clamp
The composition and principle of operation of three-jaw floating pliers
The three-claw floating clamp we use includes a three-claw body, a connection block, clamping nails and special inserts. The three-claw body is connected to the connection block via the insert. The connection block is connected to the lathe chuck like an ordinary three-claw. Six clamping nails are fixed in pairs on the three-claw body. fulcrum, with the three-claw body With the fluctuation of the outer circle of the blank, there is a slight amount of floating (the floating amount has strict requirements and cannot be given randomly), which plays a floating clamping role. The cone tip of the clamping nail penetrates the surface of the blank to a certain depth under the action of the clamping force. It does not require excessive clamping force to achieve positioning and clamping of thin-walled parts to avoid deformation of the clamping nail. workpiece.
As shown in Figure 2a, since the blank is manufactured by a casting process, there are surface depressions at many locations (B’) on the blank. During ordinary three-jaw clamping, the workpiece may be excessively deformed or cannot be clamped. firmly. This shortcoming can be overcome by using a three-claw floating six-point positioning clamp. During the movement of the chuck towards the center, when the clamping nail does not contact the workpiece at point B’, the three-claw body will take the insert as the center of the circle, and the workpiece will exert a force F on the clamping nail, which causes the three-claw body to produce a certain force, that is, the tip point of the clamping nail A moves towards A. 1, the point B of the clamping nail moves towards point B1, as shown in Figure 2b. As the clamping action of the three-claw body continues, both positioning nails contact the workpiece surface at the same time, as shown in Figure 2b. Figure 2c. In this way, the floating post of the three-claw body overcomes the surface defects of the workpiece. In the same way, the other two claws also move in this way, and the six tips of the clamping nail tips eventually come into contact with the outer circle of the blank at the same time, thus ensuring positioning and clamping of the room.

Figure 2 Floating clamping principle
Application effect
According to mechanical analysis, the traditional three-claw contact surface is the contact area between the three claws and the blank, which is defined as S1, while the contact surface between the three-claw floating collet clamp six points and the outer circle of the blank consists of two points, which are defined as S2, then the pressures on the surface of the workpiece when clamped in both directions are P1=F1/S1 and P2=F2/S2 since S2 is much smaller than S1. , it is guaranteed that under the same pressure, F1 is much larger than F2.
When processing thin-walled parts, the clamping pressure should be as low as possible. The three-jaw floating clamp with six-point positioning clamp reduces the two-point stress surface S2. The contact point between the clamping nail and the workpiece is relatively high, the clamping nail can be easily embedded into the workpiece surface to a certain depth. Clamping does not rely solely on friction, thereby significantly increasing clamping stability. When the clamping force is small, the clamping position of the workpiece is obtained.
When using traditional 8T-4556 three-claw machining, it is difficult to guarantee the accuracy of the workpiece and the quality rate is high. In the past year, using three-claw floating pliers with six-point positioning clamping, the treatment effect has been significantly improved. Not only does it meet the process size requirements of the inner hole, but also the cylindrical degree of the inner hole. The inner hole is also very good.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















