Treatment of wire is a type of treatment that gold powder often encounters in daily work. .
01
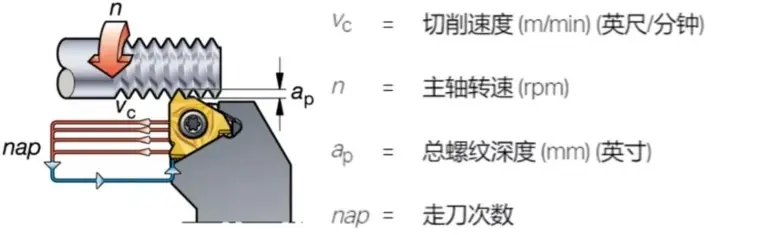
Important basic knowledge of the treatment of threads
Definition of the term


↑ ①bottom ②domestic side ③top
Spiral uprising angle:
– The helicoid rise angle depends on the diameter and the height of the wire.
– Adjust the rear corner of the blade by modifying the tool pad.
– The angle of inclination of the edge is γ. The most common edge tilt angle is 1 °, corresponding to the standard tool cushion in the tool support.

Cutting force during the cut and outside of the wires:
– The highest axial cutting force in the wire processing process occurs during cutting the cutting tool and cutting the part.
– Excessive cutting parameters can cause unreliable insert movement.

Tilt the blade to obtain the clearance: the inclination of the blade can be adjusted using the knife cushion under the blade in the handle. You can refer to the graphic of the tool sample to choose the type of tool cushion to use. All the handles are equipped with standard tool pads with a on -board tilt regulated at 1 °.

Select the knife cushion as a function of the blade angle. The diameter and height of the part will affect the inclination of the edge. As the figure below shows, the diameter of the part is 40 mm and the step is 6 mm, and the required tool cushion must have a 3 ° on-board tilt (the standard tool cushion cannot be used).


↑ yard marking of threaded blades and knife pads ↑ination

↑ yard thread and its application ↑ination
02
Type of wire blade and clamping diagram
1. Multi-tooth blade

advantage:
– Reduce the number of injections
– Very high productivity
default:
-Table locks are necessary
– a sufficient retraction space is required after the treatment of the wire
2. Complete tooth blade

advantage:
– Best control of the shape of the wire
– Less burrs
default:
– a blade can only cut one thread step
3. Blade in V

Advantages: Flexibility, the same blade can be used to treat several types of wire steps.
Disadvantages: It will lead to the formation of burrs and the terrifying must be deleted.
I-Lock tightening diagram:
– Use blades fixed in position for extremely rigid thread.
– Under the direction of the rail, the blade is positioned in the right position.
– The screw supports the blade of the rail to one of the contact surfaces of the blade base, at the radial stop (red contact surfaces).
– The reliable blade interface guarantees a longer tool for the longer tool and a higher quality of thread.


↑ sedes all kinds of handles ↑ination
03
3 different types of power methods
The food method can have a significant impact on the process of processing the thread. It will affect: cutting the cut, the insertion of wear, the quality of the wire, the lifespan of the tool.
1. Improvement of lateral diet
Most CNC machine tools can use this power method via a cycle program:
– Chips with traditional turn types – easier to train and guide
– The axial cutting force reduces the risk of vibration
– thick chips, but contact only one side of the blade
– Reduced heat transfer on the blade
– The first choice for most thread processing processes

2. Radial power supply
The most commonly used method – the only way that the non -CNC towers were able to use:
– Generate hard shavings “V”
– Same blade wear
– blade support is exposed to high temperatures, thus limiting the supply depth
– Suitable for the treatment of fine threads
– Vibrations can occur when machining coarse threads and poor flea control
– The first choice for hardened materials at work

3. Alternating tools
– Recommended for large teeth
– Obtain uniform blade wear and a maximum lifespan of the tool when machining the wires with great steps
– the chips are guided in both directions, so difficult to control

Methods to improve treatment results

↑↑ The cutting depth decreases the layer per layer (left) and the constant cutting depth (right) ↑ escape
1. The cutting depth decreases the layer per layer (the zone of the chip remains unchanged)
Ability to obtain a constant chip zone, it is the most commonly used method in CNC programs.
– The first time I walk the deepest
– Follow the recommended values on the power table in the sample
– More “balanced” chip zone
– The last time I took the knife, it was about 0.07 mm
2. Cut the depth and constant
No matter how many times the knife is used, the depth of each knife is equal.
– higher requirements for blades
– Ensure optimal chip control
– not applicable when the step is greater than TP1.5 mm or 16TP
Threading of the threaded tops with an additional margin: before treating the threads, you do not have to transform the breath material into the exact diameter and to refine the threaded tops with an additional margin / material. For the finishing dental blade, a material of 0.03-0.07 mm must be left in the previous turn process so that the top of the tooth is formed correctly.


↑↑ Recommended external thread value (Metric ISO) ↑↑
Make sure the part and the tool center: Use a maximum centers of the central line ± 0.1 mm. If the point position is too high, the rear angle will be reduced and the cutting edge will be striped (cracked);

05
Thread Turning Skills Application
1) Check if the diameter of the part has the right machining allowance before turning the wire and increase 0.14 mm as a higher allowance.
2) Locate the tool with precision in the machine tool.
3) Check the cutting edge adjustment compared to the average diameter.
4) Make sure to use the type of correct blade groove (A, F or C).
5) Make sure a large and uniform (blade blade paver) by selecting the appropriate cutting cushion to obtain the correct gap on the side of the side.
6) If the thread fails, check the entire tightening, including the machine tool.
7) Check the CNC programs available for filming threads.
8) Optimize the power method, the number of tools of tools and size.
9) Ensure the correct cutting speed to meet demand requirements.
10) If the height of the part thread is incorrect, check if the height of the machine-tool is correct.
11) Before cutting the part, it is recommended that the tool starts with a minimum distance of 3 times the step.
12) High precision cooling fluid can prolong the lifespan of tools and improve flea control.
13) The quick change system ensures simple and quick tightening.
When selecting a tool for the thread turn process, consider:
– Check the overhang and the required gaps (for example the shoulders, the underwear, etc.).
– Minimize the overhang of the tool for quick tightening.
– For bad tightening of rigidity, choose inserts with less cutting force.
– The high -precision cooling liquid extends the lifespan of the tool and improves cutting control.
-The cooling liquid is easily activated using the plug-And-Play coolant lever.
– To guarantee the productivity and lifespan of the tool, multi-tooth blades are preferred.
Blade wear and life lifespan:
Injection method, optimize the injection method, the number of strokes and depth.
Inclination of the blade, ensuring a sufficiently large and uniform gap (blade knife cushion).
Type of blade machine, be sure to use the correct blade location type (type of A, F or C slot machine).
Blade material, choose the right material depending on the material and tenacity requirements.
The cutting parameters, if necessary, modify the cutting speed and the number of tools of tooling.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















