1. Riage problems
When you turn wires on the CNC towers, you often encounter this problem: (1) The cutting cut is damaged in the middle of the wire. (2) You want to modify a Thread’s precision turn tool for high -speed precision filming thread. (3) Once the threaded car is ready, remove it then measure it, and we see that the depth is not enough. When meeting these same questions, we are often helpless because after changing the tool or re-reproduced the part, it is difficult for the threaded knife to be aligned with the original spiral groove, and the position starting is inaccurate and the teeth are always disorderly.
2. Principle of turning the wires on the CNC towers
To solve these problems, we must first understand the principle of the transmission of sons of the CNC towers. To complete the cutting wire, it is necessary to precisely turn the part and nourish the tool a guide. To do this, a spindle encoder is set up on the CNC tour. Use his synchronization impulse as a cutting signal of the entry point of the turn of the turn and the retirement point to make the entry
The number of pulses given to the servomotor has a corresponding relationship with the speed of spindle rotation. However, there is no direct mechanical connection between the rotation and the supply movement of the CNC Tour spindle. Therefore, after reinstalled the tool or reflecting the part, it is not so easy to cut the tip of the tool along the original spiral groove.
3. Prevention and control measures have been taken
Currently, when you use CNC rounds to turn threads in companies, most of them use a machine clip tool to run. Rough and fine use – a knife, at the same speed. If the knife breaks in the middle, do not remove the knife rod and directly modify the blade to prevent dental disorder. But if it’s a rough car. When you turn two knives separately or by re-drilling the parts, this will cause the problem of disorderly teeth.
4. Solutions to problems
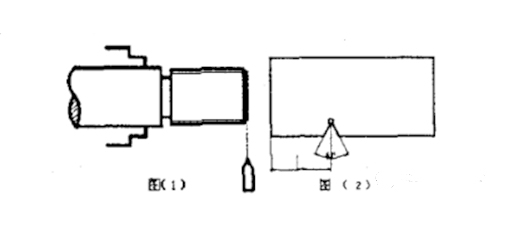
If the tool is damaged during the thread process or if you want to modify a fine turn tool and a fine turn wire. Then, once the new knife is installed, just bring the knife back. When setting the knife, steering X is easier to match, the key is to adjust the knife in the direction Z. Many people move the tip of the knife to the final surface of the room according to their feelings, as shown in the figure (1). This is the error report of the knife
A larger and thick cart is ok. If you have a nice car, you will not be able to do it. Here I will present a method to you. You can use existing angle models or a model that you have made yourself, as shown in the figure (2). Precisely measure the distance from L in the figure.

When alignment the knife, as shown in the figure (3). The sample is against the final side of the room. Move the knife in the inner corner of the sample. Then enter the force Z to the compensation value of the L tool in the system. This method of tool alignment has high precision and is suitable for alignment of the precision cutting tool.

2) Repair of single thread or small lots
If the threaded parts are removed after preparing the car, and the tooth is insufficient, and it must be repaired with a new pliers, which is more annoying. First of all, we have to solve the jump problem after resettlement of the parts. The rest is to solve the cutting problem along the original spiral groove to avoid disorderly teeth. This problem is easy to solve on ordinary towers. But it is more difficult to use CNC cars. The method that many people use is as the figure shows (4).
Once the knife is correct, do not touch the parts and pass the wire slowly at a slow speed without treatment procedures. The distance l from the tip of the eye to the spiral groove, then repair the position of the starting point of the thread cut in the program. Let it go from the original point to by a distance L to point B. Then repeat the process above and modify the distance L. Repeat in this way. Until the tip of the tool is cut into the groove of the wire. This method requires continuous adjustment of the distance of L. very long. In fact, we can slightly modify the original program to solve these ten problems. Simply change the length of the wire in the program about 2 m. The parts are tight. Once the rotation tool is corresponding, call the program. The car has very short threads. Find the starting position of the wire on the end surface, as shown in the figure (5).
Suppose that the starting position of the car thread is at point 2 and that the starting position of the original wire is at point 1. Draw an AB line on the mandrel along point 2, then release the claw. Pivot the piece from point 1 to point 2 to the AB marking line. If the part moves axially during the rotation, the threaded tool must be reduced in the direction z.
Courage the part and modify the length of the program wire to its original value. Run the program and try to cut, check the error and refine the starting point for the wire cut according to the error. As for the thread cut off from point 2 earlier, it can be deleted by chamfreting because it is very short. This method is much faster and more precise to repair the screws than the previous one.
If there are small lots of threaded parts that must be repaired, we can use the original program to redo a wire, discover the starting position of the wire, draw a line on the chuck to mark it and use the method above to repair it.
3) Repair of large lots of threaded parts
If there are large lots of threaded parts, it must be repaired. It is necessary to use a quick, easy and precise method to resolve it. I summarized a method in practice so that everyone can discuss.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















