1. General method of treatment of threads
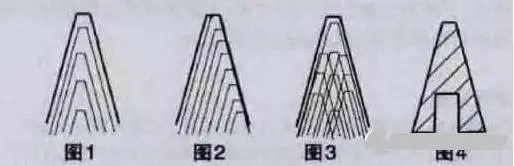
There are generally four methods in the treatment wires of CNC towers; :: direct in, diagonal method, left and right cutting method and rough slit method to cut the knife.
1 、直进法;如图 1 所示 (螺纹刀间歇性进给到牙深处 (采用此种方法加工梯形螺纹时 (螺纹车刀的三面都参与切削 (导致加工排屑困难 (切削力和Increase in the thermal cutting heat (severe wear of the tip of the knife (when the amount of knife is too large (it can also produce a knife tie. Obviously (the treatment of the trapezoidal wire and the threaded worm is not advised .
2. Cingding method; As shown in Figure 2 (the fille knife is intertwined in the direction of the angle tooth on the blade to participate in the cup (as a result, the crumbs are relatively smooth (the point of the tip of the knife and the situation of Heating has improved (it is not easy to have the knife tie the knife in the car.
3. The left and right cutting method; As shown in Figure 3 (the fille knife is in the space of space in the direction of the tooth angle used on the latt CNC.
4. Roaring cutting method of the cutting knife; As shown in Figure 4 (this method first uses the tank knife to cut the rain is difficult to make in the CNC vehicle.
Second, the characteristics and methods of treatment of the snail and the large threaded trapezoidal wire
Treatment drawn to the worm and large guidance wire (if the inclined input method is used or left and right (cutting resistance is very large (the steel knife at low speed can be used for treatment of Low speed drive (very low production efficiency. In order. To use a hard alloy knife, you can also treat it.
Third, the macro treatment for the treatment of glasses and trapezoid wires
1. Selection of tools; Because small and medium -sized enterprises buy economically control towers (common domestic machines are Guangzhou CNC and Huazhong CNC (therefore, this article takes 980TD as an example for the program and the process.The width of the groove of the ponceau (the width of the knife head is slightly smaller than that of the trapezoidal thread.
2. Macro-treatment of treatment; Like TR40 × 10-7e machining
T0101 M03 S350;! Select the knife in thread (adjust the main axis speed of 350 rpm per minute, G99 G21 G97 M08;
G65 H01 P # 101 Q10;
G65 H01 P # 102 Q5.25;
G65 H01 P # 103 Q0;
G65 H01 P # 104 Q0.2;
G65 H01 P # 105 Q15;
G65 H01 P # 106 Q-30;
G65 H01 P # 107 Q40;
G65 H01 P # 130 Q3.5;
G65 H01 P # 131 Q3.928;
G65 H03 P # 132 Q # 131 R # 130; (Remove the width of the head slot downstairs)
G65 H02 P # 108 Q # 107 R3;
G00 x # 108; (X at the point of knife)
N100 G65 H03 P # 120 Q # 105 R # 103;
G00 Z # 120; (Z at the point of knife)
G65 H03 P # 109 Q # 107 R # 104;
G92 X # 109 Z # 106 F # 101;
G65 H03 P # 103 Q # 103 R0.2;
G65 H03 P # 110 Q # 102 R # 104;
G65 H33 P # 111 Q2 R15;! Calculation of the positive cutting value (if it is a worm, R20
G65 H04 P # 121 Q # 111 R # 110;
G65 H02 P # 133 Q # 112 R # 132;
G65 H86 P100 Q- # 103 R # 133; If each layer is not cut (then go to N100, pay attention to the negative sign)
G65 H02 P # 104 Q # 104 R0.2;
G65 H04 P # 114 Q # 102 R2;
G65 H03 P # 116 Q # 107 R # 114;
G65 H01 P # 103 Q0;
G92 x # 109 Z # 106 F # 101 (the first knife on the right side of the end treatment)
G92 x # 109 Z # 106 F # 101 (second knife on the right side of precision treatment)
G92 X # 109 Z # 106 F # 101;
G65 H03 P # 134 Q # 105 R # 132;
G00 Z # 134;! See the left side of the left side of the knife point,
G92 X # 109 Z # 106 F # 101;! The first knife on the left side of the fine treatment,
G00 with # 134;
G92 X # 109 Z # 106 F # 101;! See the second knife on the left side of the process,
G00 with # 134;
G92 X # 109 Z # 106 F # 101;! Refined the third knife on the left side of the process,
G00 X100 Z100 M09;! Highlight yourself from the room (concerned by the cutting of the liquid,
M05;! The main axis stops,
M30,! The program is finished,
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















