Laser cut
When the focal laser beam is turned on the part, the irradiation area will warm up strongly to melt or gas the material. Once the laser beam enters the room, the cutting process begins: the laser beam moves along the outline line and melts the material. It usually blows the fusion material with an airflow flow, leaving a narrow seam in the cutting part and the plate, and the narrow seam is almost width with the focal laser beam.
Flame cut
Flame cut is a standard process used when cutting steel with low carbon content, using oxygen as a cutting gas. Oxygen is in a hurry up to 6bar and blows in the incision. There, the heated metal reacts with oxygen: start burn and oxidation. The chemical reactions release a large amount of energy (five times laser energy), the auxiliary laser beams are cut for the cut.
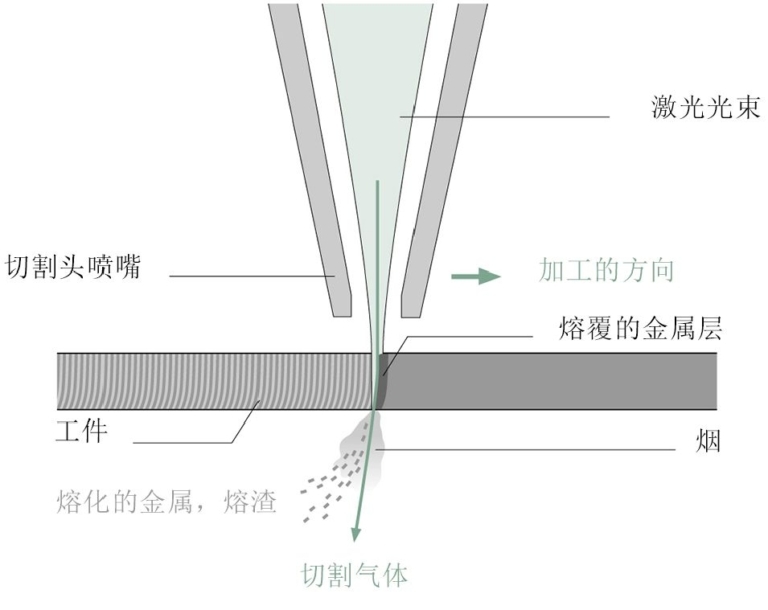
Figure 1 Fusion of the laser beam, cutting the blowing air from the fusion material and the slag in the incision
Molten cut
The move and cut are another standard process used during the cutting of metals. It can also be used to cut other fusion materials, such as ceramics.
The gas with nitrogen or sorb is used as a sharp gas, and the gas pressure of 2 ~ 20 bar blows through the incision. Gas and nitrogen are inert gases, which means that they do not respond to fusion metal in the incision, only blowing them. At the same time, inert gas can protect the edges from the cutting from the oxide by the air.
Compressed air cutting
Compressed air can also be used to cut the thin plate. The air is in a hurry up to 5 ~ 6bar is enough to blow the melting metal in the incision. Because almost 80% of the air is nitrogen, the compressed air cutter belongs essentially to fusion and cut.
Auxiliary Cup of plasma
If the parameters are properly selected, the plasma auxiliary fusion cutting incision will appear in the plasma cloud. The plasma clouds are composed of ionized metal steam and ionized cutting gas. The plasma cloud absorbs the energy of the CO2 laser and results in the part, so that more energy is coupled with the room, the material melts faster, so that the cutting speed will be faster. Therefore, this cutting process is also called high speed plasma cutting.
The plasma cloud is actually transparent compared to the solid laser, so that the plasma assisted melting cut can only use the CO2 laser.

Gasification
The gasification cuts the material to reduce the thermal effect of surrounding materials as much as possible. Continuous CO2 laser treatment has low calories and high absorbent materials to obtain the above effects, such as thin plastic films and non-smoking materials such as wood, paper, foam, etc.
The ultra-short pulse laser allows this technology to be applied to other materials. Free electron absorption laser in metal and heated violently. The laser pulse does not react with the fusion particles and the plasma, the material is sublimated directly and there is no time to spend energy in the form of heat to surrounding materials. There is no obvious thermal effect when the leather installation of the Picoseconde pulse is not melted and the formation of terrifying.

Figure 3 Gazetification cut: the laser evaporates and burns the material, and the pressure of the steam makes the rejection of the residues of the incision
Parameter: Adjust the processing process
Many parameters affect the laser cutting process, some of which depends on the technical performance of laser and machine tools, and others change.
Polarization
Polyalarization indicates the number of percentage of converted laser. Typical polarization is generally around 90%. This is enough for the high quality cut.
Development diameter
The focus diameter affects the width of the incision, and the focus diameter can be modified by modifying the focal length of the focus mirror. A smaller focal diameter means a narrower incision.
Focus
The focusing position determines the diameter of the beam and the power density and the shape of the incision on the surface of the room.

Figure 4 location of the focus: internal part, surface of the room and above the room
Laser power
Laser power must be paired with the type, type of material and the thickness of the treatment. The power must be high enough for the power density on the part to exceed the treatment threshold.

Figure 5 The higher laser power can cut thick materials
Work method
Continuous mode is mainly used to cut the standard outline of metal and plastic with metal and plastics the size of the millimeters to centimeters. In order to melt the perforation or produce precise contours, a low -frequency pulse laser is used.
Cutting speed
The laser power and the cutting speed must correspond. A too fast or too slow cutting speed will cause increased roughness and the formation of terrifying.

Figure 6 The cutting speed decreases as the thickness of the board increases
Nozzle diameter
The diameter of the nozzle determines the gas flow and the air flow of the nozzle. The thicker the material, the larger the diameter of gas injection.
Purity of gases and atmospheric pressure
Oxygen and nitrogen are often used as cut gas. The purity and atmospheric pressure of the gas affect the cutting effect.
When cutting oxygen flame cutting, gas purity must reach 99.95%. The thicker the steel plate, the more the gas pressure is used.
During the moult and the cut of nitrogen, the purity of the gas must reach 99.995% (the ideal situation is 99.999%), and higher air pressure is necessary during the merger of the steel plates thick.
Technical parameter table
At the start of the laser cut, users must decide to adjust the treatment parameters by test operation. Now, mature treatment parameters are stored in the cutting system control system. There are corresponding data for each type of material and thickness. The technical parameters table means that people who do not know this technology can gently use the laser cutting equipment.
Laser quality assessment factors
There are many standards to determine the quality of the laser tip. Standards such as the form of burrows, depression and patterns can be determined by the naked eye; The deposit of materials, corrosion, heat affecting the areas and deformation are also an important factor in measuring the quality of the laser cut.

Figure 7 Good cut, bad cut. Evaluate the peak quality standard
General perspective
The continuous success of the laser cut is difficult to reach by most other treatments. In the future, the prospects for demand for laser cutting will also become wider and wider.

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















