1
What is surface roughness?
In technical discussions, many people are accustomed to the use of the “surface smoothness” indicator. In fact, “surface cleanliness” is proposed according to people’s visual perspective, and “surface roughness” is proposed according to the reality of surface micro-geometry. Because it is necessary to integrate with international standards (ISO), the national standard no longer uses the expression “surface smoothness”, and a regular and rigorous expression must be used to use the term “roughness of surface”.
Surface roughness refers to the smaller spacing of the processing surface and the unevenness of the small peak valley. The distance between the two waves or between the valley of the two waves (wave) is small (below 1 mm), which is a micro-geometric shape error.
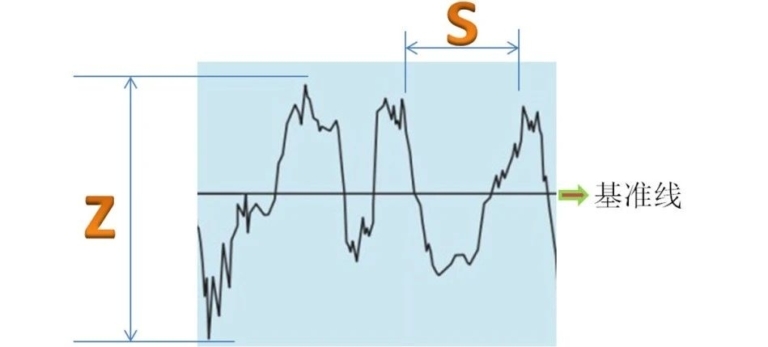
Refers specifically to the level and spacing of the micro-peak Valley Z. Generally according to S points:
S <1 mm is the surface roughness
1 ≤s ≤10 mm is a wavelet degree
S>10mm is a shape
2
Surface Roughness Formation Factor
Surface roughness is generally formed by the processing methods and other factors adopted. Electricity treatment in the process system system during discharge pits, etc. Due to different processing methods and workpiece materials, the depth, density, shape and texture of the marks left by the processing surface are different.

3
Basis for evaluating surface roughness
1) sampling length
The unit length of each parameter, the sampling length is the length of the evaluation surface roughness specifies the length of the reference line. According to ISO1997 standard, 0.08mm, 0.25mm, 0.8mm, 2.5mm and 8mm are generally used as reference length.
RA, RZ, RY sampling length L and evaluation length LN Selection value

2) evaluation duration
It consists of n reference lengths. The surface roughness of each part of the component surface cannot truly reflect the true roughness parameters in a reference length. According to the ISO1997 standard, the duration of the evaluation is generally n equal to 5.
3) the reference line
The reference line is the center line of the contour to evaluate the surface roughness parameters.
4
Surface roughness evaluation parameters
1) High function settings
Mean deviation of RA contour calculation: The arithmetic mean of the absolute value in the sampling length (LR) is the absolute value. In actual measurement, the more precise the number of measuring points, the more accurate it is.
The maximum height of the RZ contour: the distance between the upper line and the lower line of the valley.

AR is preferred under dispersed settings. Before 2006, there was another rating parameter as “Micro-Unveness ten o’clock” was voiced by RZ. outline.
2) Speed Function Settings
The average width of the RSM contour unit. In the sampling length, the average value of the microscopic contour inequality is. Uneven Micro Pitch refers to a length of the turbine peak and adjacent contour valley on the centerline. In the case of the same RA value, its RSM value is not necessarily the same, so the reflected texture will be different.

The RMR shape function parameters are represented by the contour support length velocity, which is the ratio of the contour support length to the sampling length. The length of the contour support is in the sampling length, parallel to the center line, and the intercept line length obtained by the straight line and the contour from the top line of the contour peak.
5
VDI3400, RA, RMAX control table
AR indicators are mainly used in national real production; , as I heard that “the surface of this product is made by VDI30” is often said by customers.

The VDI3400 surface has a corresponding relationship with the common standard RA.
VDI3400 Standard and RA control table

RA and RMAX comparison table

Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















