01
Preface
The hydraulic system has the advantages of a large power of transmission, a provision of the flexible system and practical control, and is widely used in various fields of various mechanical projects. In the hydraulic system, various types of valve locking elements are used to control the pressure, flow and direction of hydraulic oil. Most of the valve locking elements use the cooperation of valve sleeves and valve nuclei to carry out various system control functions. The difference between the valve cover and the core of the valve must be maintained in a reasonable beach, which can guarantee that the movement of the valve core is flexible, but also the sealing performance between the valve of the valve and the core of the valve. In real treatment, high requirements are placed on the precision of processing of valve and valve nuclei. For the core of the valve, because its external circle is an open treatment, the processing accuracy is relatively easy to guarantee, and the treatment of the interior holes of the valve cover and the body of the valve is in its semi- Closed, and the usual treatment methods are not easy to obtain high treatment accuracy.
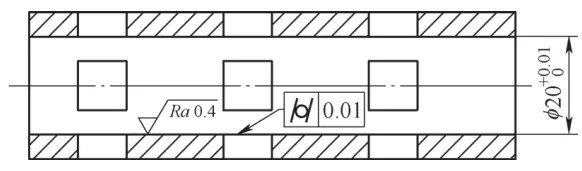
Figures 1 and 2 are typical valve sleeves and valve block parts, which are widely used in product hydraulic systems. Valve function to complete the conversion of various functions; The interior holes of this type of parts should have sufficient precision and a low surface roughness value to maintain good performance in the operation of the system.
Typical valve sleeve figure figure

Figure 2 typical valve block parts
02
The current state and existing treatment problems
In real production, these high -precision holes generally take mechanical treatment methods such as filming or recovery.[1]Essence grinding is a method of using dedicated research sticks to cooperate with the abrasives set to perform precision treatment in the hole in the rooms. Although the grinding process can be used to achieve the precision treatment of the internal holes, there are still two problems in real production.

Figure 3 Crushing principle
1) The level of competence of the operator is strong and the repeatability and the consistency of the quality of treatment are poor. The cause of the crushing error is illustrated in Figure 4.

Figure 4 Causes of crushing errors
2) Since the grinding treatment is mainly completed by hand, its treatment efficiency is low.
Due to the above problems, the grinding process is mainly used for treatment with simple or small lots. In real production, often meets a large number of internal to high provision treatments, and the use of the grinding process is a bit unsatisfactory.
Poor quality consistency will increase the repairs and the rate of waste, associated with lower treatment efficiency, these unfavorable factors directly result in a significant increase in part processing costs. For the treatment of large -scale internal holes on a large scale, treatment methods with stable quality of treatment and high treatment effectiveness should be adopted.
03
Technical characteristics of editing treatment
Golf is a method of treatment of another high precision hole, which belongs to the special treatment of light. The use of a special polished machine to train the improvement head for the treatment of interior holes.[2]Gulf petrol is a fine treatment method for high -provision internal holes. Argon’s head is equipped with a swelling mechanism inside. machining under action. The polished treatment process is to rotate the polished head of the golf machine to drive, and at the same time, the polished head is mounted along the axial steering to treat the interior holes in the room.

Figure 5 Structure of the Gulf head
The treatment of golfments is different from other grinding treatments and has unique characteristics. The shiny generally adopts a floating treatment method. have a certain compensation effect, so that the precision of treatment of the part is essentially not affected by the precision of the machine tool. Under certain machining conditions, the polished head can also be fixed with the pin and the part can be installed by the installation of floating folders.
Another characteristic of polished treatment is that the surface of the treatment surface has the characteristics of creation. In the perfection process, the head of perfection turns and carried out the alternative movement, forming a mesh pattern with a cross-spiral spiral on the surface of the treatment (see Figure 6). Under the control of the equipment system, the ratio of the number of times per minute compared to the number of times and the rotation report per minute is not an integer. This non -deflated treatment trajectory can continue to generate new peaks and be crushed by the cutting surface of the transformed surface and strips of oil of oil.

Figure 6 Grain model in the shame of a blunt surface
Due to the above characteristics, the use of polishing treatment can make the inner hole of the treatment from high-size precision, the precision of the shape and the quality of the surface. With reasonable treatment parameters, the size of size that can be obtained can be obtained at 0.01 mm, and the roundness and cylindricity can reach 0.005 mm. Appropriate oil and stone sand bands are selected and the RA surface roughness value can be checked at 0.04 ~ 0.4 μm. At the same time, improvement also has a large range of treatment.
04
Research crafts
Golf has a high precision of treatment. In real production, for the treatment of internal holes on a high-scale scale, you can consider perfecting it to replace the grinding of the workforce.
4.1 Selection of process parameters
Internal high provision holes must be taken into account from two aspects of the choice of oil and stone sand bands and the selection of polished costs.[3]。
1) Golfation is essentially the treatment of gulf. The right choice of oil and stone strips of sand and stone is the prerequisite for ensuring the quality and efficiency of treatment.
Oil sand bands are made up of abrasives and adhesives. material that can be treated. Abrasives commonly used in oil and sand bands include bai gangyu, brown gates, black silicon carbide, silicon silicon carbide, cube boron nitride and artificial diamond. Among them, abrasives of cubic boron nitride have the characteristics of high hardness and good thermal stability, and they have good chemical stability between them and black metal, and have an excellent self-rewarded during the cut. Because the valve box and the valve body are mainly alloy steel materials, abrasives of cubic boron nitride cubes have become the first choice. For the interior pores of the valve body of certain non -ferrous metal materials, black silicon (for rough) and green silicon carbide (for fine abrasives) can be used for the treatment of polishing.
The size of the abrasive particles is generally selected according to the roughness of the treatment surface, and the treatment efficiency must be taken into account at the same time. Under the premise to ensure the quality of the treatment surface, try to use thick abrasive particles. In real production, the size of the abrasive particles of around 120 # is generally rough;
2) The quantity of polishing mainly contains the cutting speed, the work pressure of the oil and sand bands and the amount of treatment of the treatment before the feet.
Since the perfected cutting exercise contains the rotation and alternative movement of the polished head, its cutting speed is the circular speed of the rotation of the polished head and the speed of synthesis of the alternative movement speed (see figure 7). In an alternative movement, the treatment trajectory of the same abrasive particle is two lines in a spiral with a crossing in pairs, and the angle between the two lines is called cutting angle. The polished cutting speed is organically unified by the three parameters of the perfection head, the speed of reciprocity and the cross angle of the cross, which affects the quality and efficiency of polished treatment together. The cutting speed must be reasonably selected depending on the material and the precision requirements of the treatment parts. In the circumstances of the perfection head speed, increase the speed of reciprocity appropriately and increase the cross angle to obtain high efficiency during roughness. In real production, the difficult time is around 20 m / min, around 20 m / min and around 45 ° alternative speed;

Figure 7 After the summary of the cutting speed
3) The operating pressure of the strips of sand oil and stone sand is the average pressure on the area of the sand band unit, which mainly affects the amount of metal elimination rate and wear and tear Sand bands, and it also has a certain impact on treatment accuracy. Due to the increased working pressure, the increase in the elimination of metals and the amount of wear of sand bands also increases, but when the working pressure exceeds a certain limit, the wear of the strips of sand will increase strongly. Allow the accuracy and efficiency of treatment. Depending on the actual situation of the pieces and equipment treated, the working pressure is generally 0.8 to 2MPA at the time of roughness;
4) Another factor that has a greater impact on the quality and efficiency of the polish is the remaining quantity before the armed surface of the treatment surface. The residual amount of shaving should be reasonable and processing errors and the defects left by the front processes can be completely removed to guarantee the processing errors left by the front process, and the processing of processing and surface quality are guaranteed. The amount of residue cannot be too large. Generally, for a large amount of internal concentration with high precision, the amount of arithmetic remains controlled at 0.05 to 0.1 mm.
4.2 Editing process measures
Since the length of most valve cases and valve blocks is <500 mm, it is treated with vertical shaving. For internal large -scale and high provision holes, you must consider the tightening and positioning of different forms of parts, which is particularly important for reducing treatment aid time and improving treatment efficiency. In real production, depending on the size and shape of the treated parts, the tightening process is divided into 3 types.[4]。
1) For parts of the suite of small valves, the floating part of the parts (see Figure 8) is adopted and floating workers are used to define the tightening positioning. The main part of floating workers is two nested rings. The treated parts are fixed in the interior cycle. Limited by workers’ dressing structure, this installation method is suitable for smaller cylindrical parts.

Figure 8 Floating file of the valve sleeve
2) For large diameter cylindrical parts, it is appropriate to use a self-concealed card to install pliers. After finding the auto-conscient card center and the main axis of the tooltip, repair it on the WATTER MACHINE WORKBENCH. During improvement, use the role of self-defining a self-uncenter card to locate the parts and tighten the parts.
3) For the high provision internal hub of the square valve block, the tightening diagram of the flat mouth of precision is adopted. Use flat clarification pliers and positioning accessories, first pre-determinate the valve block on the flat mouth tightening and tighten it (see Figure 9), then install the flat mouthpick on the work of the work of the work of the work of the work of Machine-tool and find the center of the inner hole and the main axis of treatment.

Figure 9 budgetary parts of valve block parts
If the loading method mentioned above is installed, the luminaire workers adopt a rapid tinkering system with zero point positioning, which will considerably reduce the auxiliary time replacement time and improve treatment efficiency. At the same time, with the method of fibricalization of the zero point positioning change system, the flexibility of the perfection process can be increased to provide it with practical conditions to enter the line of intelligent manufacturing production.
4.3 The effect obtained by Daiyan Research
After a reasonable selection and optimization of the polished process parameters and the installation method, thanks to the treatment of the sample test, he obtained satisfactory results. The roundness of pattern and cylindricity are maintained at less than 0.005 mm, and surface roughness was also obtained, and it has obtained good results, which meets or exceeds the design requirements. Figure 10 shows the results of the roughness instrument tests in the sample, which proves the feasibility of using the search plan.

a) Use the measurement of the roughness instrument

b) Measurement results
Figure 10 The roughness value of the surface of the inner hole in the horn in the sample sample
05
Conclusion
The high -provision -based internal holes treatment plan is based on high research. Thanks to the selection of optimization of the parameters of the rack process and the lighting method, it obtained good results in the treatment of high precision internal holes. On the one hand, while guaranteeing the quality of treatment, the treatment efficiency is approximately 10 times; If you adopt a zero positioning change system and increase the sensor system, you can also put a high provision in the precise center of the range and the intelligent manufacturing production series, thus generating greater economic advantages.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















