High temperature forging is a type of hot forging and accounts for a large part of the entire forging industry. However, high temperature forging generally has a poor production environment and many dangerous factors, which has led to difficulties in recruiting workers in recent years. and labor costs have increased year by year. With the popularity of 3D vision technology and industrial robots in recent years, forging companies have been offered a more flexible choice when it comes to automation upgrades. High temperature forging cutting is an essential link in the entire hot forging process, and the high temperature and speed characteristics of the forging press make it difficult to automate. This article mainly explains how to overcome these difficulties.
The need to upgrade automatic cutting by high temperature forging
Safety Considerations
⑴ After the temperature of the forgings is lowered, the surface color will be similar to that of the normal temperature, which can easily reduce workers’ awareness of high temperature safety and lead to burns;
⑵The temperature near the high temperature forging station is basically maintained at 40-60°C. Thermal radiation and high temperatures can easily cause heat stroke among workers in summer;
⑶ Due to forging, heating, quenching and other processes, the forging workshop will produce a large amount of noise, smoke, toxic gases, etc., which will cause a series of diseases in the long term professionalism among workers.
Process Considerations
⑴ Workers in the high temperature forging station cannot work for a long time and must leave the station to cool down. This leads to product accumulation, which can cause serious collisions, falls, etc., leading to an increase in temperature. defective rate;
⑵ At present, most high temperature forgings are cooled naturally after cutting. The cooling time is not uniform, which may cause differences in forging stress, oxidation and other metal properties, resulting in differences in forging performance.
Consider cost reduction and efficiency improvement
⑴ In recent years, China’s labor force has declined, and due to the relatively poor working environment in the forging industry, recruitment difficulties have arisen and recruitment and labor costs work increased from year to year;
⑵ In recent years, with the breakthrough and popularization of industrial robots and machine vision technology, the investment cost of automation software and hardware has been reduced, as well as the payback time.
Therefore, based on the above factors, the automated upgrading of high temperature forging cutting has become an important improvement point in the automated upgrading process of forging enterprises.
Difficulties associated with cutting by forging at high temperatures
The main function of high temperature forging blanking is to recover and frame the forgings produced by the forging press. However, due to the characteristics of the high temperature forging process, there are currently certain difficulties as follows.
Challenging environment
High temperature forging stations will have a large amount of oil and water stains due to quenching, cooling and other processes. At the same time, forgings will produce toxic gases and water vapor under the action of high temperatures. life of electronic components of automation equipment and lead to frequent equipment breakdowns.
high temperature
High temperature forgings generally need to be heated to 600-1300°C, and the cutting temperature is also 500-1100°C. Site space is limited and requires high cooling equipment. with the camera.
high speed
The production cycle time of many forging equipment is about 1 second. Since most forging press loading processes have not yet been automated, and due to differences in worker operations, there are differences in the cycle time of manual operations. 3 to 6 seconds, resulting in an unstable rhythm and slow speed.
Forging Polymorphism
⑴The discharge port of the forging press does not have a mechanical positioning and gripping mechanism, and is generally clamped and sent manually. Therefore, unloaded products may overlap, sideways, overturned, etc.
⑵Due to process problems during the forging process, there may be deformation, skirting, special shapes, etc.
⑶ Forgings have varied shapes and some do not have suitable gripping positions.
Automation Transformation Plan Based on Visual Positioning
In order to realize the automated upgrading of high-temperature forging stations, our company realizes the automatic loading and unloading of the production line through robotic actions based on the unloading conditions of the forgings, thereby avoiding unacceptable collisions between the forgings.
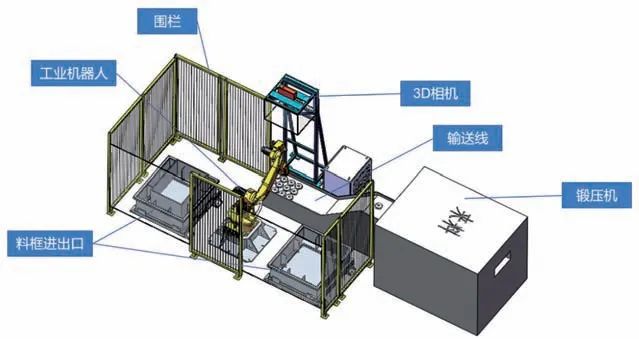
The overall plan is shown in Figure 1, which mainly includes the main workstation control system, production monitoring system, robots, 3D vision system, cooling conveyor chain and control device. AB material frame positioning. The workflow is shown in Figure 2.
Figure 1 General plan

Figure 2 Workflow
Advantages of the solutions
In addition to the advantages of highly flexible production, this solution also optimizes the technical difficulties existing in high temperature forging cutting in the following way.
⑴The environment is harsh.
On-site 3D cameras, industrial robots, cables, air pipes and electrical control cabinets all meet IP65 protection standards, which can provide strong protection against oil and water stains on site.
⑵High temperature.
1) The 3D camera housing is made of heat-insulating material to prevent the introduction of heat, and at the same time, it continuously sprays air onto the camera to reduce the surface temperature of the camera;
2) The 4th, 5th and 6th joints of the robot are covered with high temperature protection, and only the transmission mechanism is retained. The motor is brought back to joints 1, 2 and 3, and the robot is equipped with heat. -insulating protective clothing;
3) The conveyor line adopts air cooling design to steadily reduce the forging temperature to 200°C while meeting the customer’s cooling curve;
4) The end of the robot gripper (Figure 3) adopts an air-insulating design, and the connection part is equipped with thermal insulation cotton to prevent high temperature conduction.

Figure 3: View of the end of the pliers
⑶High speed.
1) The conveyor line uses two sections, one section runs at a constant speed without interruption, and the other section uses a high-speed on/off motor to start and stop the bucket;
2) The robot adopts the high-power version of Eston industrial robot and adopts asynchronous triggering method, that is, visual photography and positioning are carried out during the discharge process;
3) Use self-developed 3D camera and use 2D+3D recognition to perform 2D approximate matching to provide the forging range, segment the point clouds in the range, reduce the number of point clouds points and speed up 3D matching time. get the forging pose. The current vision The overall gesture recognition time is less than 1 second. The visual recognition process is shown in Figure 4, and the recognition effect is shown in Figure 5.

Figure 4 Flowchart of visual recognition

Figure 5 Reconnaissance renderings
⑷Forgings are polymorphic.
1) The robot gripper (Figure 6) adopts permanent magnet pneumatic design to avoid residual magnetism in forgings and ensure that forgings can be stably gripped at any angle and shape. At the same time, it adopts air insulation design and. adds a magnetic cooling device, which greatly reduces the impact of high temperature;

Figure 6 3D diagram of the clamp
2) A pressure sensing device is installed at the end of the robot gripper to avoid collisions and scratches due to differences in product shapes during the picking and placing process, thereby ensuring the quality of forgings.
Conclusion
With the development of enterprise production concepts, traditional rigid production lines for processing single varieties no longer meet the needs of current market development. Highly flexible and efficient automated forging production lines have become the main trend in the development of forging technology and equipment. Although robot + vision technology is very flexible, the on-site construction cycle is also significantly shortened. It can be judged that robot + vision will definitely provide a more flexible and faster solution for the automation upgrade of the forging industry.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















