1 Preface
In the transmission system of engineering machinery, the box body serves as the basis for various transmission shafts and requires high processing precision. Boxes generally have the characteristics of large volume, thin walls, many holes and complex internal cavities. They are prone to deformation during processing, and processing accuracy is difficult to guarantee. Due to the large volume of the box, the same hole system distributed on both end faces requires a rotating machine tool table to drill the inner holes at both ends, so the equipment requirements of processing are higher in terms of clamping deformation of thin walls; Parts will result in changes to the processed parts. The position of each pinhole and hole changes, which ultimately leads to the position of each hole system being out of tolerance.
By analyzing the box processing technology and structure, measuring the accuracy of processing equipment, formulating corresponding clamping plans and reasonable processing procedures, we can solve the difficult problems encountered during processing and ensure the precision of box processing.
2 Analysis of processing difficulties
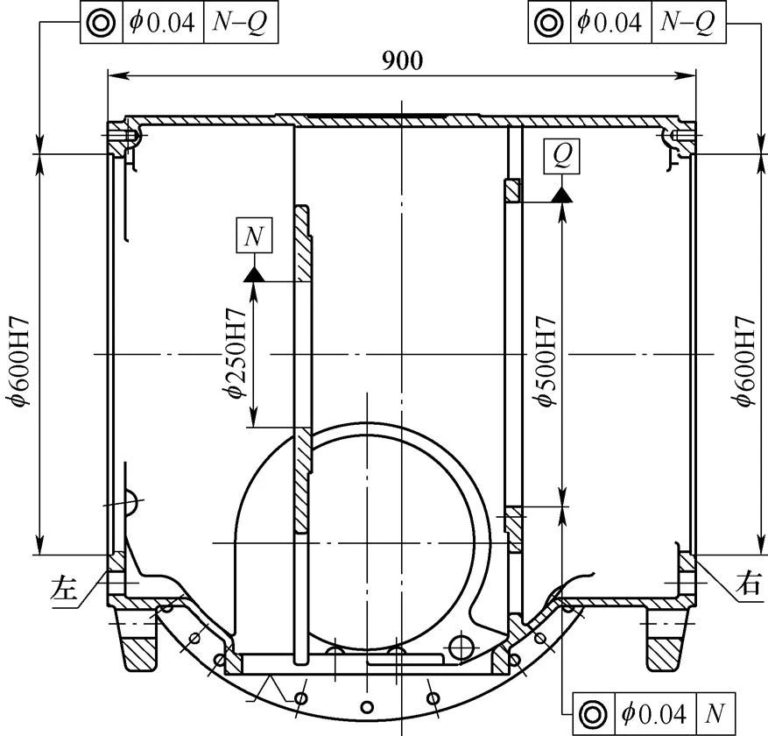
The box material shown in Figure 1 is QT450-10 ductile iron. After the box is cast, preliminary rough machining is carried out. After rough machining, a machining allowance of 2 mm is left on one side of the box. The main content of the treatment is 4 planes and each facing system. coaxiality φ0.04 mm. After carrying out process analysis on the box and combining it with the existing processing equipment, it is estimated that there are mainly the following processing difficulties.
(1) Clamping deformation When the box is clamped, slight deformation of the clamping surface and clamping points will cause the position of each hole to change due to rebound deformation after the box is completed and the clamping device tooling removed, which will result in extreme coaxiality. poor.
(2) Deformation during processing: the wall of the box is thin, and the overall structural rigidity of the box is poor. Thermal deformation occurs during processing. Once the clamp is removed, the box undergoes stress release deformation, which also affects everyone’s position. system of holes in the box after treatment.
(3) Equipment origin drift The processing equipment used this time is a horizontal machining center After the worktable is rotated 180°, the origin has an uncorrected drift error within 0.03mm. Since the box is large, the interior holes on both ends need to be drilled. Therefore, the rotation accuracy of the workbench seriously affects the machining accuracy of the box, resulting in non-concentricity of each hole system after processing and coaxiality. out of tolerance.
Figure 1 Box
3 solutions
Several process tests were carried out to resolve the above processing difficulties and the following solutions were determined.
1) Check the flatness of the clamping surface of the box. The pressure point should be a solid point, which can reduce the clamping deformation of the box.[1]. As shown in Figure 1, the bottom surface serves as the processing reference surface of the box and is adjusted inside the box due to the influence of flatness, clamping deformation occurs. You can use dial indicators to measure the left and right ends of the box and read the percentage values twice before and after compressing the box to detect the pressure when tightening and loosening the box. In order to ensure the accuracy of the box after processing, it is necessary to ensure that the deformation of the pressure fitting at both ends is less than 0.01mm. If the deformation exceeds 0.01 mm, copper pads can be used at the pressure fitting. point and between the joint surface of the box and the tooling. Ensure that the deformation of the box press fit is less than 0.01mm, thereby reducing the processing deformation caused by clamping deformation.
2) Processing by separate methods of semi-finishing and finishing[2]reduce deformation under processing stress. When the material is removed during box processing, a large amount of heat will be carried away with the chips, but some heat will still be absorbed by the box. Due to uneven heat, the box will undergo thermal deformation and machining errors will be caused. by thermal deformation account for a large proportion of the total machining errors, seriously affecting the processing accuracy.[3]. During semi-finishing, the cutting quantity is large, the cabinet is heated and deformed, and the stress generated by cutting the cabinet is large. Through process optimization, the cabinet is divided into semi-finishing and finishing methods. cabinet, the components produced during processing are removed from thermal deformation stress relief. When finishing, the cutting amount is only about 0.15mm, and less heat is generated, so the box deformation is basically within 0.01mm, which is lies within the allowable range of processing accuracy of the box. When machining sequentially, since the finishing allowance is small, the process positioning holes can be added to ensure that the marks of the two machining operations are consistent and avoid the problem of insufficient allowance during finishing.
3) Using a dial gauge for alignment, use the coordinates to process the other end hole to ensure the holes at both ends are coaxial. Since the size of the drift of the center of rotation of the workbench of this equipment is uncertain, it is necessary to correct the center of rotation of the workbench each time a box is processed.[4]. The φ600H7 hole and the φ250H7 hole at the left end of the box are processed one by one. The coaxiality of the two holes is guaranteed by the precision of the machine tool itself. Once the two holes on the left end have been processed, the box is processed. rotated 180° and a dial indicator is used to align the φ250H7 hole that has been completed, use the center of the hole as the origin to process the φ500H7 hole and the φ600H7 hole at the right end. By aligning the coordinates of the machined holes in the cabinet, the impact of the original drift on the processing accuracy of the cabinet after the equipment is rotated is eliminated.
4 Conclusion
When the machining accuracy of the box is out of tolerance, especially when the geometric tolerance is out of tolerance during processing, we must first determine the cause by analysis, and then formulate solutions based on the corresponding reasons for the out of tolerance and find a solution. suitable solution. This article analyzes the difficulties of box processing, comprehensively solves the existing problems in the box processing process from the perspectives of processing methods, equipment precision and clamping methods, improves quality of box processing and meets the technical requirements of the drawings. .
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















