Laser beam micromachining is an important method for micromachining applications. But it has certain disadvantages such as thermal constraints, uncontrolled bulk, burrs and projections. Researchers continue to research composite processing techniques to improve product quality characteristics. Over the past decade, researchers have studied the mechanisms of the laser recombination-based process and identified different strategies to improve its performance in various aspects.
01
Laser treatment
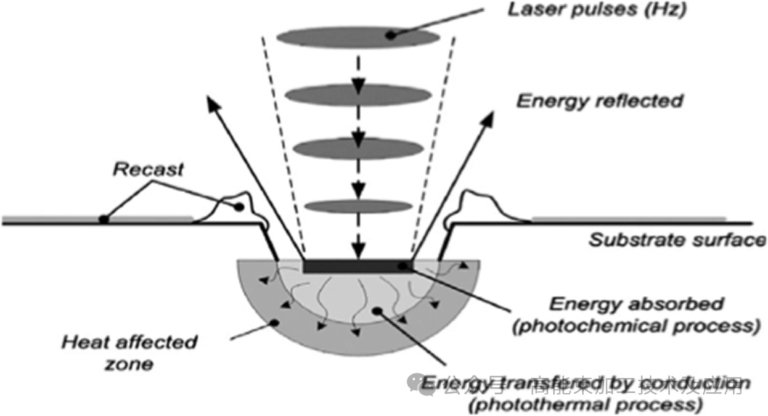
Laser beam processing is a thermal process that uses the energy of a focused beam for micro-nano processing applications. In this process, material ablation occurs due to the intense radiation of the laser beam as the substrate absorbs thermal energy. When the amount of energy produced by a focused beam is greater than the material’s threshold, it converts the material into a state of fusion, vaporization, and chemical degradation. Ablation results in material removal, resulting in geometries and surface modifications on the micron or submicron scale. The interaction between the laser and the material is shown in Figure 1.
Figure 1 Mechanism of interaction between the pulsed laser and the materials.
02
Micromachining technology based on laser composite
Research on laser processing using external energy sources is presented in this section. Vibrations, external magnetic fields, electric fields and energy in the form of fluids such as gases and water all contribute to laser micromachining improving the quality and characteristics of manufactured parts.
2.1 Vibration-assisted laser micromachining
During laser processing, deposited and solidified layers of material are undesirable, preventing the laser beam from interacting with the new material and limiting the aspect ratio and surface quality. Redeposition must be reduced by chemical etching or polishing. Vibration-assisted machining presents a better machined surface, which requires assisting the workpiece by ultrasonic vibration and improving the efficiency of redeposition and machining. The diagram is shown in Figure 2.

Figure 2. Schematic diagram of the vibration assistance principle.
2.2 Magnetic field-assisted laser micromachining
To improve laser beam treatment, researchers are looking for opportunities in the field of magnetic field-assisted laser treatment. An external magnetic field is generated by permanent magnets and is used to increase the efficiency of the laser beam machining process. External magnetic fields create Loren magnets, which increase the speed of electrons, increase plasma density and improve process performance. Magnetic field-assisted laser processing has been tested on reflective materials but remains a challenge. Figure 3 shows the laser processing process under static and dynamic magnetic fields.
Researchers systematically explored magnetic field-assisted laser detection of blind and through holes in magnesium alloys, and found that the magnetic field increases the entrance diameter while reducing the depth of the blind hole. By improving the magnetic field intensity, the average grain size affected by heat is improved and grain refinement is achieved.

Figure 3. (a) Static laser processing process; (b) dynamic.
2.3 Electric field-assisted laser micromachining
The researchers also explored the possibility of electric field-assisted laser treatment. The interaction between the laser and the electric field was studied. The external electric field mainly generates an external electric field with positive and negative extreme environments in the interaction area between the laser and the material, thereby improving the processing performance (as shown in Figure 4).
Chao et al. conducted electric field-assisted laser impact drilling experiments on highly reflective materials and measured the effects of the electric field and the effects of different electrode configurations, including penetration depth and entrance diameter.

Figure 4. Schematic diagram of electric field-assisted laser treatment.
2.4 Water-assisted laser micromachining
Micro-components such as holes and channels after laser micromachining were inspected and thermal defects in surface quality were observed. Common thermal defects observed include heat affected zones, recast layers, chips and cracks. Longer pulse widths can produce thermal effects, but processing systems with short pulse widths, such as femtosecond and picosecond pulses, are more expensive. Therefore, water-assisted laser micromachining technology was adopted to reduce excess heat in the workpiece material in the processing area during the ablation process. Figure 5 shows a schematic diagram of water-assisted laser treatment.

Figure 5. Schematic diagram of underwater laser beam processing.
03
To summarize
Microcomponents offer qualities such as high precision, tighter dimensional tolerances and superior surface structures. In the next few years, the application of microcomponents will increase significantly, so it is necessary to pursue high productivity and low costs. Despite the many advantages of laser beam processing, post-processing techniques are required to optimize components. Therefore, it is necessary to study the processing technology of composites. Combining different processing technologies will often show their respective advantages and process higher quality components.
Daguang focuses on providing solutions such as precision CNC machining services (3-axis, 4-axis, 5-axis machining), CNC milling, 3D printing and rapid prototyping services.

















